Оборудование для изготовления пружин растяжения

ОБОРУДОВАНИЕ ДЛЯ ФОРМОВАНИЯ ПРУЖИН
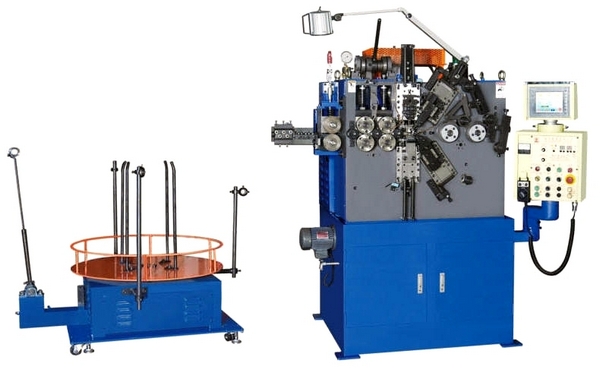
3Х-ОСЕВОЙ СТАНОК-МУЛЬТИФОРМЕР С ЧПУ ДЛЯ ФОРМИРОВАНИЯ ПРУЖИН
Оборудование для производства пружин растяжения, пружин кручения, пружин сложной конфигурации, изделий из проволоки сложной геометрии, электротехнических компонентов сложной формы, заготовки сварных конструкций и т.д.


Особенности станка-мультиформера для пружин
- Этот станок-мультиформер для формирования пружин оснащен компьютерной системой управления тайваньского производства и серводвигателем производства Японии. Контролер способен запоминать 99 групп программ. Положение осей, параметры подачи проволоки, скорость производства, количество произведенной продукции отображаются на дисплее. Прост в управлении, точен и надежен.
- Высокоточное контрольное устройство автоматически выключает станок при обнаружении дефектного продукта.
- Компьютеризированное управление вращением кулачков позволяет выставлять угол поворта в диапазоне от 0,1 до 359.9°
- Все параметры изготовления пружины (диаметр, угол наклона и т.д.) могут быть изменены в любое время в зависимости от рабочего состояния, отображаемого на экране.
- Оборудование для производства пружин подходит для производства двойных пружин кручения, прямых пружин, конических пружин сжатия, прямоугольных пружин, спиральных пружин, пружин специальной формы и т.д.
Технические параметры станка-мультиформера для пружин
| Модель | RG-625-CNC | RG-635-CNC | RG-650-CNC |
|---|---|---|---|
| Диаметр проволоки (мм) | Ø0.3 ~ Ø2.5 | Ø1.5 ~ Ø3.5 | Ø2 ~ Ø5 |
| Макс. внешний диаметр (мм) | Ø50 | Ø60 | Ø100 |
| Значение контроля подачи проволоки (мм) | ±0.01 ~ ±9999.99 | ±0.01 ~ ±9999.99 | ±0.01 ~ ±9999.99 |
| Значение контроля кулачка | ±0.1° ~ ±359.9° | ±0.1° ~ ±359.9° | ±0.1° ~ ±359.9° |
| Сохраняемая программа | 99 групп | 99 групп | 99 групп |
| Мощность двигателя (кВт) | оси X-Y 2.7 кВт ось Z 1.0 кВт | оси X-Y 5.5 кВт ось Z 1кВт | оси X-Y 11 кВт ось Z 1кВт |
| Вес оборудования (кг) | 800 | 1500 | 3500 |
| Напряжение | Трехфазное, 380В 50 Гц | Трехфазное, 380В 50 Гц | Трехфазное, 380В 50 Гц |
| Габариты оборудования (ДxШxВ) | 1630 x 880 x 1980 мм | 1850×1060 x 2150 мм | 2000 x 1080 x 2250 мм |
Видео работы оборудования
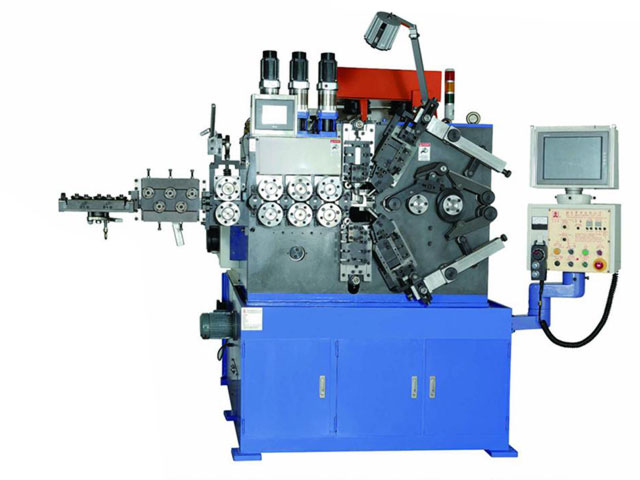
12-ОСЕВОЙ СТАНОК-МУЛЬТИФОРМЕР С ЧПУ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН

Функции и особенности бескулачкового станка-мультиформера
- Данное оборудование для производства пружин не имеет кулачка. Станки оптимизированы для высокоскоростного производства и интенсивных условий эксплуатации.
- Обладает высокой точностью, мощностью и стабильностью в работе.
- Высокоточная роликовая направляющая.
- Оборудование снабжено компьютерной системой управления производства Тайваня и серводвигателем японского производства.
- Подача проволоки осуществляется с помощью функции поворота проволоки.
- Интерфейс управляющего компьютера доступен на китайском и английском языках.
- Эта пружинонавивочная машина подходит для производства двойных пружин кручения, прямых пружин, конических пружин сжатия, прямоугольных пружин, спиральных пружин, а также пружин специальной формы и т. д.
Технические параметры бескулачкового пружинонавивочного автомата
| Модель | RG-1225-CNC | RG-1240-CNC | RG-1260-CNC | RG-1280-CNC |
|---|---|---|---|---|
| Диаметр проволоки (проволока из углеродистой стали) | Ø0.3 — Ø2.5 мм | Ø1.5 — Ø4 мм | Ø2 — Ø6 мм | Ø3 — Ø8 мм |
| Общая мощность | 14.8 кВт | 26.2 кВт | 54.5 кВт | 71.4 кВт |
| Количество осей | 12 осей | 12 осей | 12 осей | 12 осей |
| Количество осей подачи проволоки | 2 пары | 3 пары | 3 пары | 4 пары |
| Сервомотор привода подачи проволоки | 2.7 кВт | 5.5 кВт | 11 кВт | 15 кВт |
| Сервомотор вращателя проволоки | 3.8 кВт | 2.7 кВт | 4.5 кВт | 15 кВт |
| Сервомотор слайдера | 1×8 кВт | 2×8 кВт | 4.5×8 кВт | 4.5×8 кВт |
| Серводвигатель поворотной оправки | 1 кВт | 1 кВт | 1.5 кВт | 2.7 кВт |
| Серводвигатель изогнутого вала | 0.4 кВт | 1 кВт | 1.5 кВт | 2.7 кВт |
| Габариты оборудования (ДxШxВ) | 1700 × 1600 × 1685 мм | 2100 × 1900 × 2000 мм | 2700 × 2000 × 2250 мм | 3500 × 2400 × 2500 мм |
| Вес оборудования | 1500 кг | 4000 кг | 7000 кг | 8000 кг |
| Напряжение | 3ф 380В 50Гц | 3ф 380В 50Гц | 3ф 380В 50Гц | 3ф 380В 50Гц |
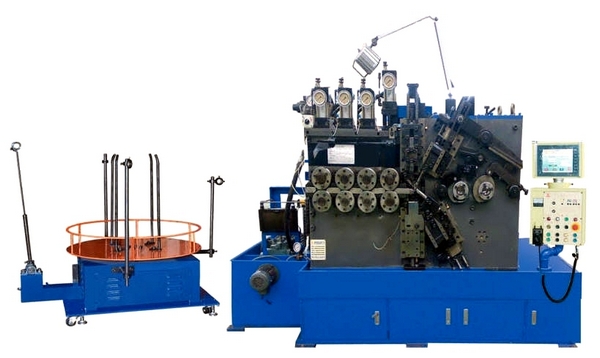
ОБОРУДОВАНИЕ С ЧПУ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН СЖАТИЯ, ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН
Станки оснащены ЧПУ в количестве 3, 4, 6 что позволяет без затруднений производить пружины сжатия, цилиндрические винтовые пружины в два, три последовательных шага. Смена параметров работы оборудования, как например, изменения диаметра изготавливаемых изделий может быть осуществлена во время работы станка с помощью панели управления и интерфейса. Длина и скорость подачи проволоки контролируется и регулируется при помощи компьютерной программы. Оборудование останавливается автоматически при наличие неисправностей или отсутствии проволоки.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | RG-208-CNC | RG-212-CNC | RG-230-CNC | RG-238-CNC | RG-265-CNC | RG-280-CNC |
|---|---|---|---|---|---|---|
| Диаметр проволоки | 0.13-0.8 мм | 0.3-1.2 мм | 0.8-3.0 мм | 1.6-3.8 мм | 2.6-6.5 мм | 3.0-8.0 мм |
| Макс. скорость подачи проволоки | 90 м/мин. | 90 м/мин. | 110 м/мин. | 110 м/мин. | 70 м/мин. | 70 м/мин. |
| Макс. длина подачи проволоки | без ограничений | без ограничений | без ограничений | без ограничений | без ограничений | без ограничений |
| Макс. внешний диаметр пружины (мин. внутр. диаметр пружины должен превосходить диаметр проволоки в три раза) | 20 мм | 20 мм | 50 мм | 60 мм | 100 мм | 100 мм |
| Производительность | 600 шт/мин. | 500 шт/мин. | 145 шт/мин. | 120 шт/мин. | 60 шт/мин. | 60 шт/мин. |
| Направление навивки | вправо/влево | вправо/влево | вправо/влево | вправо/влево | вправо/влево | вправо/влево |
| Мощность | 1.75 кВт | 2.75 кВт | 6.5 кВт | 8.4 кВт | 16.5 кВт | 22.5 кВт |
| Гидравлический пресс | — | — | — | — | — | 3 л.с. |
| Мощность двигателя для подачи СОЖ | — | — | — | — | — | 1/4 л.с. |
| Модель разматывающего устройство для проволоки | RG-70E | RG-70E | RG-600E | RG-1000E | RG-1500E | RG-1500E |
| Габариты оборудования | 72х101х138 см | 72х108х138 см | 140х136х170 см | 203х130х200 см | 164х228х212 см | 164х228х212 см |
| Вес оборудования | 340 кг | 395 кг | 1350 кг | 1660 кг | 3600 кг | 3580 кг |
| Габариты оборудования в упаковке | 85х146х156 см | 85х140х156 см | 155х150х91 см | 218х145х224 см | 245х182х242 см | 245х182х242 см |
| Вес оборудования в упаковке | 550 кг | 605 кг | 1600 кг | 2010 кг | 4080 кг | 4060 кг |
ОБОРУДОВАНИЕ С ЧПУ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН СЖАТИЯ, ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
| Модель | RG-2120-CNC | RG-412-CNC | RG-430-CNC | RG-438-CNC | RG-465-CNC | RG-480-CNC | RG-4120-CNC |
|---|---|---|---|---|---|---|---|
| Диаметр проволоки | 5.0-12.0 мм | 0.3-1.2 мм | 0.8-3.0 мм | 1.6-3.8 мм | 2.6-6.5 мм | 3.0-8.0 мм | 5-12 мм |
| Макс. скорость подачи проволоки | 60 м/мин. | 90 м/мин. | 110 м/мин. | 110 м/мин. | 70 м/мин. | 70 м/мин. | 60 м/мин. |
| Макс. длина подачи проволоки | без ограничений | без ограничений | без ограничений | без ограничений | без ограничений | без ограничений | без ограничений |
| Макс. внешний диаметр пружины (мин. внутр. диаметр пружины должен превосходить диаметр проволоки в три раза) | 150 мм | 20 мм | 50 мм | 60 мм | 100 мм | 100 мм | 150 мм |
| Производительность | 35 шт/мин. | 500 шт/мин. | 120 шт/мин. | 120 шт/мин. | 50 шт/мин. | 50 шт/мин. | 40 шт/мин. |
| Направление навивки | вправо/влево | вправо/влево | вправо/влево | вправо/влево | вправо/влево | вправо/влево | вправо/влево |
| Мощность | 37 кВт | 3.9 кВт | 8.25 кВт | 10.7 кВт | 19.7 кВт | 26.9 кВт | 45.5 кВт |
| Гидравлический пресс | 5 л.с | — | — | — | — | 3 л.с. | 5 л.с. |
| Мощность двигателя для подачи СОЖ | 1/4 л.с. | — | — | — | — | 1/4 л.с. | 1.4 л.с. |
| Модель разматывающего устройство для проволоки | RG-1500E | RG-70E | RG-70E | RG-1000E | RG-1500E | RG-1500E | RG-1500E |
| Габариты оборудования | 343х215х245 см | 72х108х138 см | 140х136х170 см | 203х130х200 см | 164х228х212 см | 164х228х212 см | 343х215х245 см |
| Вес оборудования | 12400 кг | 425 кг | 1480 кг | 1700 кг | 3655 кг | 3670 кг | 12800 кг |
| Габариты оборудования в упаковке | 376х233х273 см | 85х140х156 см | 155х150х91 см | 218х145х224 см | 245х182х242 см | 245х182х242 см | 376х233х273 см |
| Вес оборудования в упаковке | 13400 кг | 635 кг | 1710 кг | 2050 кг | 4135 кг | 4150 кг | 13800 кг |
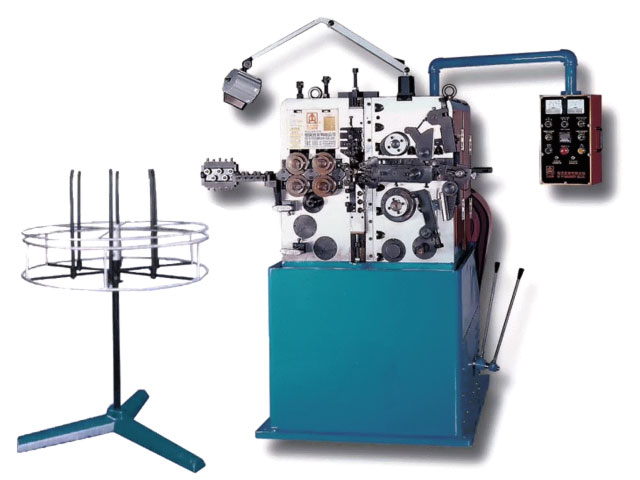
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН СЖАТИЯ, ЦИЛЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН
Оборудование подходит для производства пружин различного вида: для машин, оборудования, игрушек, электроприборов, мебели, канцелярских принадлежностей, шариковых ручек, зонтов, мотоциклов, велосипедов, инструментов и так далее.
Исходный материал: проволока пружинная, проволока для фортепиано, проволока из нержавеющей стали, железная проволока, оцинкованная проволока, медная проволока и т.д.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
| Модель | RG-08 | RG-15 | RG-45 |
|---|---|---|---|
| Диаметр проволоки | 0.13-0.8 мм | 0.3-1.6 мм | 2.0-4.5 мм |
| Длина подачи проволоки | Ø0.13-0.5 мм= 1080 мм Ø0.6-0.8 мм= 500 мм | Ø1.1-1.6 мм= 860 мм Ø0.7-1.0 мм= 1515 мм Ø0.3-0.6 мм= 2600 мм | Ø4.5-Ø470 мм Ø4.0-Ø950 мм Ø3.0-Ø1680 мм Ø2.3-Ø3200 мм |
| Макс. внешний диаметр пружины (мин. внутр. диаметр пружины должен превосходить диаметр проволоки в три раза) | 20 мм | 30 мм (для проволоки Ø1.1-1.6 мм внутр. диаметр пружины должен превосходить диаметр проволоки в шесть раз) | 55 мм |
| Производительность | 45-230 шт/мин. | 60 Гц: 28,52,82,118, 4 шага 50 Гц: 23,43,68,98, 4 шага | 60 Гц: 4,6,10,14,19,30,48,69 50 Гц: 3,5,8,12,16,25,40,58 |
| Направление навивки | по/против часовой стрелки | по/против часовой стрелки | по/против часовой стрелки |
| Основной двигатель | 1 л.с. | 1 л.с. | 5 л.с., 1/4 л.с., 3 фазы |
| Модель разматывающего устройство для проволоки | RG-70E | RG-6 | RG-6 |
| Габариты оборудования | 70х70х167 см | 77х92х135 см | 150х142х172 см |
| Вес оборудования | 355 кг | 570 кг | 2000 кг |
| Габариты оборудования в упаковке | 86х165х191 см | 161х92х162 см | 164х155х206 см |
| Вес оборудования в упаковке | 480 кг | 680 кг | 2300 кг |
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН СЖАТИЯ


ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
| Модель | RG-1350-G | RG-2870-G |
| Диаметр проволоки | Ø1.0-Ø3.0 | Ø2-Ø8 мм |
| Длина пружины | 10-150 мм | 18-300 мм |
| Внешний диаметр пружины | Ø6-Ø50 мм | Ø10-Ø70 мм |
| Мощность двигателя | 5 л.с. х2, 1 л.с. х1 | 5 л.с. х4, 1 л.с. х1 |
| Размер заточного механизма | 400 мм х2 шт. | 400 мм х4 шт. |
| Габариты оборудования | 150х102х210 см | 180х142х230 см |
| Габариты оборудования в упаковке | 168х117х220 см | 198х157х226 см |
| Вес оборудования | 2000 кг | 3150 кг |
| Вес оборудования в упаковке | 2300 кг | 3550 кг |
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН КРУЧЕНИЯ, ТОРСИОННЫХ ПРУЖИН


Оборудование для производства пружин кручения, торсионных пружин способно производить:
- Пружины малых размеров и малым усилием зажима для клипс именных карточек, заколок для волос, зажимов для одежды, предметов электроники.
- Пружины с повышенным усилием зажима для заколок для волос, одежды, канцелярских принадлежностей, мебели, инструментов, ножниц и тд. Пружины изготовленные на данном оборудовании имеют длинные кручки на обоих концах для зацепления и фиксации. Кручки формируются с помощью гибочного инструмента вручную. Число витков пружины может достигать 25.
- Пружины из проволоки большего диаметра: Ø1.6-Ø2.5 мм (40 витков проволоки) или Ø2.6-Ø4.0 мм (25 витков проволоки).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | RG-11K | RG-18K | RG-41K |
|---|---|---|---|
| Диаметр проволоки | 0.3-1.2 мм | 1.2-2.2 мм | 2.3-4.5 мм |
| Внешний диаметр пружины | 42 мм | 65 мм | 120 мм |
| Число витков пружины | Ø0.3-Ø0.7=0.5-28 шт. Ø0.8-Ø1.2=0.5-13 шт. | Ø1.2-Ø1.6=28 шт. Ø1.7-Ø2.2=13 шт. | Ø2.3-Ø3.0=28 шт. Ø3.1-Ø3.8=18 шт. Ø3.9-Ø4.5=8 шт. |
| Длина плеча | 40 мм*50 мм | 50 мм*70 мм | 70 мм*100 мм |
| Направление навивки | по/против часовой стрелки | по/против часовой стрелки | по/против часовой стрелки |
| Производительность | 60 Гц: 30,54,84,120 50 Гц: 24,44,69,99 | 60 Гц: 19,32,50,79 50 Гц: 15,26,41,65 | 60 Гц: 2,4,6,9,10,16,26,36 50 Гц: 1,6,3.3,5,7.5,8.3,13,22,30 |
| Основной двигатель | 1/2 л.с. | 1 л.с. | 3 л.с. |
| Габариты оборудования | 98х63х103 см | 115х86х113 см | 166х143х155 см |
| Габариты оборудования в упаковке | 120х86х145 см | 122х92х153 см | 205х165х194 см |
| Вес оборудования | 240 кг | 350 кг | 920 кг |
| Вес оборудования в упаковке | 400 кг | 500 кг | 1250 кг |
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ДВЕРНЫХ ПРУЖИН


ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | RG-58-RDS | |
|---|---|---|
| Диаметр проволоки | Ø5-Ø8 мм | |
| Длина пружины | 100-800 мм | |
| Внешний диаметр пружины | 60-120 мм | |
| Направление навивки | по/ против часовой стрелки | |
| Двигатель | станок | 5 л.с. х 2 |
| гидравлический пресс | 5 л.с. х 2 | |
| Габариты оборудования | станок | 135х95х195 см |
| гидравлический пресс | 130х27х130 см | |
| стол вторичной обработки | 170х65х82 см | |
| Габариты оборудования в упаковке | станок | 151х125х220 см |
| гидравлический пресс | 102х122х99 см | |
| стол вторичной обработки | 185х80х120 см | |
| Вес оборудования | станок | 1710 кг |
| гидравлический пресс | 220 кг | |
| стол вторичной обработки | 170 кг | |
| Вес оборудования в упаковке | станок | 2010 кг |
| гидравлический пресс | 350 кг | |
| стол вторичной обработки | 610 кг | |
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН ДЛЯ МАСЛЯНЫХ ГИДРАВЛИЧЕСКИХ ЗАТВОРОВ, САЛЬНИКОВ


ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | RG-206-CNC |
|---|---|
| Диаметр проволоки | Ø0.2 — Ø0.6 мм |
| Длина пружины | 20 — 280 мм |
| Производительность | 40 шт/ мин. |
| Мощность | 1.75 кВт |
| Модель разматывающего устройства для проволоки | RG-70E |
| Габариты оборудования | 72 х 95 х 138 см |
| Габариты оборудования в упаковке | 134 х 77 х 170 см |
| Вес оборудования | 280 кг |
| Вес оборудования в упаковке | 560 кг |
Источник
Íàñòîÿùàÿ Ïîëèòèêà êîíôèäåíöèàëüíîñòè ïåðñîíàëüíûõ äàííûõ (äàëåå Ïîëèòèêà êîíôèäåíöèàëüíîñòè) äåéñòâóåò â îòíîøåíèè âñåé èíôîðìàöèè, êîòîðóþ ñàéò Ïåðèòîí Èíæèíèðèíã, (äàëåå Ñàéò) ðàñïîëîæåííûé íà äîìåííîì èìåíè www.perytone.ru (à òàêæå åãî ñóáäîìåíàõ), ìîæåò ïîëó÷èòü î Ïîëüçîâàòåëå âî âðåìÿ èñïîëüçîâàíèÿ ñàéòà www.perytone.ru (à òàêæå åãî ñóáäîìåíîâ), åãî ïðîãðàìì è åãî ïðîäóêòîâ.
1. Îïðåäåëåíèå òåðìèíîâ
1.1 Â íàñòîÿùåé Ïîëèòèêå êîíôèäåíöèàëüíîñòè èñïîëüçóþòñÿ ñëåäóþùèå òåðìèíû:
1.1.1. «Àäìèíèñòðàöèÿ ñàéòà» (äàëåå Àäìèíèñòðàöèÿ) óïîëíîìî÷åííûå ñîòðóäíèêè íà óïðàâëåíèå ñàéòîì Ïåðèòîí Èíæèíèðèíã, äåéñòâóþùèå îò èìåíè ÎÎÎ Ïåðèòîí Èíæèíèðèíã, êîòîðûå îðãàíèçóþò è (èëè) îñóùåñòâëÿþò îáðàáîòêó ïåðñîíàëüíûõ äàííûõ, à òàêæå îïðåäåëÿåò öåëè îáðàáîòêè ïåðñîíàëüíûõ äàííûõ, ñîñòàâ ïåðñîíàëüíûõ äàííûõ, ïîäëåæàùèõ îáðàáîòêå, äåéñòâèÿ (îïåðàöèè), ñîâåðøàåìûå ñ ïåðñîíàëüíûìè äàííûìè.
1.1.2. «Ïåðñîíàëüíûå äàííûå» ëþáàÿ èíôîðìàöèÿ, îòíîñÿùàÿñÿ ê ïðÿìî èëè êîñâåííî îïðåäåëåííîìó, èëè îïðåäåëÿåìîìó ôèçè÷åñêîìó ëèöó (ñóáúåêòó ïåðñîíàëüíûõ äàííûõ).
1.1.3. «Îáðàáîòêà ïåðñîíàëüíûõ äàííûõ» ëþáîå äåéñòâèå (îïåðàöèÿ) èëè ñîâîêóïíîñòü äåéñòâèé (îïåðàöèé), ñîâåðøàåìûõ ñ èñïîëüçîâàíèåì ñðåäñòâ àâòîìàòèçàöèè èëè áåç èñïîëüçîâàíèÿ òàêèõ ñðåäñòâ ñ ïåðñîíàëüíûìè äàííûìè, âêëþ÷àÿ ñáîð, çàïèñü, ñèñòåìàòèçàöèþ, íàêîïëåíèå, õðàíåíèå, óòî÷íåíèå (îáíîâëåíèå, èçìåíåíèå), èçâëå÷åíèå, èñïîëüçîâàíèå, ïåðåäà÷ó (ðàñïðîñòðàíåíèå, ïðåäîñòàâëåíèå, äîñòóï), îáåçëè÷èâàíèå, áëîêèðîâàíèå, óäàëåíèå, óíè÷òîæåíèå ïåðñîíàëüíûõ äàííûõ.
1.1.4. «Êîíôèäåíöèàëüíîñòü ïåðñîíàëüíûõ äàííûõ» îáÿçàòåëüíîå äëÿ ñîáëþäåíèÿ Îïåðàòîðîì èëè èíûì ïîëó÷èâøèì äîñòóï ê ïåðñîíàëüíûì äàííûì ëèöîì òðåáîâàíèå íå äîïóñêàòü èõ ðàñïðîñòðàíåíèÿ áåç ñîãëàñèÿ ñóáúåêòà ïåðñîíàëüíûõ äàííûõ èëè íàëè÷èÿ èíîãî çàêîííîãî îñíîâàíèÿ.
1.1.5. «Ñàéò Ïåðèòîí Èíæèíèðèíã» ýòî ñîâîêóïíîñòü ñâÿçàííûõ ìåæäó ñîáîé âåá-ñòðàíèö, ðàçìåùåííûõ â ñåòè Èíòåðíåò ïî óíèêàëüíîìó àäðåñó (URL): www.perytone.ru, à òàêæå åãî ñóáäîìåíàõ.
1.1.6. «Ñóáäîìåíû» ýòî ñòðàíèöû èëè ñîâîêóïíîñòü ñòðàíèö, ðàñïîëîæåííûå íà äîìåíàõ òðåòüåãî óðîâíÿ, ïðèíàäëåæàùèå ñàéòó Ïåðèòîí Èíæèíèðèíã, à òàêæå äðóãèå âðåìåííûå ñòðàíèöû, âíèçó êîòîðûé óêàçàíà êîíòàêòíàÿ èíôîðìàöèÿ Àäìèíèñòðàöèè
1.1.5. «Ïîëüçîâàòåëü ñàéòà Ïåðèòîí Èíæèíèðèíã» (äàëåå Ïîëüçîâàòåëü) ëèöî, èìåþùåå äîñòóï ê ñàéòó Ïåðèòîí Èíæèíèðèíã, ïîñðåäñòâîì ñåòè Èíòåðíåò è èñïîëüçóþùåå èíôîðìàöèþ, ìàòåðèàëû è ïðîäóêòû ñàéòà Ïåðèòîí Èíæèíèðèíã.
1.1.7. «Cookies» íåáîëüøîé ôðàãìåíò äàííûõ, îòïðàâëåííûé âåá-ñåðâåðîì è õðàíèìûé íà êîìïüþòåðå ïîëüçîâàòåëÿ, êîòîðûé âåá-êëèåíò èëè âåá-áðàóçåð êàæäûé ðàç ïåðåñûëàåò âåá-ñåðâåðó â HTTP-çàïðîñå ïðè ïîïûòêå îòêðûòü ñòðàíèöó ñîîòâåòñòâóþùåãî ñàéòà.
1.1.8. «IP-àäðåñ» óíèêàëüíûé ñåòåâîé àäðåñ óçëà â êîìïüþòåðíîé ñåòè, ÷åðåç êîòîðûé Ïîëüçîâàòåëü ïîëó÷àåò äîñòóï íà Ñàéò.
1.1.9. «Òîâàð» ïðîäóêò, êîòîðûé Ïîëüçîâàòåëü çàêàçûâàåò íà ñàéòå è îïëà÷èâàåò ÷åðåç ïëàò¸æíûå ñèñòåìû.
2. Îáùèå ïîëîæåíèÿ
2.1. Èñïîëüçîâàíèå ñàéòà Ïåðèòîí Èíæèíèðèíã Ïîëüçîâàòåëåì îçíà÷àåò ñîãëàñèå ñ íàñòîÿùåé Ïîëèòèêîé êîíôèäåíöèàëüíîñòè è óñëîâèÿìè îáðàáîòêè ïåðñîíàëüíûõ äàííûõ Ïîëüçîâàòåëÿ.
2.2.  ñëó÷àå íåñîãëàñèÿ ñ óñëîâèÿìè Ïîëèòèêè êîíôèäåíöèàëüíîñòè Ïîëüçîâàòåëü äîëæåí ïðåêðàòèòü èñïîëüçîâàíèå ñàéòà Ïåðèòîí Èíæèíèðèíã.
2.3. Íàñòîÿùàÿ Ïîëèòèêà êîíôèäåíöèàëüíîñòè ïðèìåíÿåòñÿ ê ñàéòó Ïåðèòîí Èíæèíèðèíã. Ñàéò íå êîíòðîëèðóåò è íå íåñåò îòâåòñòâåííîñòü çà ñàéòû òðåòüèõ ëèö, íà êîòîðûå Ïîëüçîâàòåëü ìîæåò ïåðåéòè ïî ññûëêàì, äîñòóïíûì íà ñàéòå Ïåðèòîí Èíæèíèðèíã.
2.4. Àäìèíèñòðàöèÿ íå ïðîâåðÿåò äîñòîâåðíîñòü ïåðñîíàëüíûõ äàííûõ, ïðåäîñòàâëÿåìûõ Ïîëüçîâàòåëåì.
3. Ïðåäìåò ïîëèòèêè êîíôèäåíöèàëüíîñòè
3.1. Íàñòîÿùàÿ Ïîëèòèêà êîíôèäåíöèàëüíîñòè óñòàíàâëèâàåò îáÿçàòåëüñòâà Àäìèíèñòðàöèè ïî íåðàçãëàøåíèþ è îáåñïå÷åíèþ ðåæèìà çàùèòû êîíôèäåíöèàëüíîñòè ïåðñîíàëüíûõ äàííûõ, êîòîðûå Ïîëüçîâàòåëü ïðåäîñòàâëÿåò ïî çàïðîñó Àäìèíèñòðàöèè ïðè ðåãèñòðàöèè íà ñàéòå Ïåðèòîí Èíæèíèðèíã, ïðè ïîäïèñêå íà èíôîðìàöèîííóþ e-mail ðàññûëêó èëè ïðè îôîðìëåíèè çàêàçà.
3.2. Ïåðñîíàëüíûå äàííûå, ðàçðåø¸ííûå ê îáðàáîòêå â ðàìêàõ íàñòîÿùåé Ïîëèòèêè êîíôèäåíöèàëüíîñòè, ïðåäîñòàâëÿþòñÿ Ïîëüçîâàòåëåì ïóò¸ì çàïîëíåíèÿ ôîðì íà ñàéòå Ïåðèòîí Èíæèíèðèíã è âêëþ÷àþò â ñåáÿ ñëåäóþùóþ èíôîðìàöèþ:
3.2.1. ôàìèëèþ, èìÿ, îò÷åñòâî Ïîëüçîâàòåëÿ.
3.2.2. êîíòàêòíûé òåëåôîí Ïîëüçîâàòåëÿ.
3.2.3. àäðåñ ýëåêòðîííîé ïî÷òû (e-mail).
3.2.4. ìåñòî æèòåëüñòâî Ïîëüçîâàòåëÿ (ïðè íåîáõîäèìîñòè).
3.2.5. àäðåñ äîñòàâêè Òîâàðà (ïðè íåîáõîäèìîñòè) 3.2.6. ôîòîãðàôèþ (ïðè íåîáõîäèìîñòè).
3.3. Ñàéò çàùèùàåò Äàííûå, êîòîðûå àâòîìàòè÷åñêè ïåðåäàþòñÿ ïðè ïîñåùåíèè ñòðàíèö:
▪ IP àäðåñ;
▪ èíôîðìàöèÿ èç cookies;
▪ èíôîðìàöèÿ î áðàóçåðå;
▪ âðåìÿ äîñòóïà;
▪ ðåôåðåð (àäðåñ ïðåäûäóùåé ñòðàíèöû).
3.3.1. Îòêëþ÷åíèå cookies ìîæåò ïîâëå÷ü íåâîçìîæíîñòü äîñòóïà ê ÷àñòÿì ñàéòà òðåáóþùèì àâòîðèçàöèè.
3.3.2. Ñàéò îñóùåñòâëÿåò ñáîð ñòàòèñòèêè îá IP-àäðåñàõ ñâîèõ ïîñåòèòåëåé. Äàííàÿ èíôîðìàöèÿ èñïîëüçóåòñÿ ñ öåëüþ ïðåäîòâðàùåíèÿ, âûÿâëåíèÿ è ðåøåíèÿ òåõíè÷åñêèõ ïðîáëåì.
3.4. Ëþáàÿ èíàÿ ïåðñîíàëüíàÿ èíôîðìàöèÿ íåîãîâîðåííàÿ âûøå (èñòîðèÿ ïîñåùåíèÿ, èñïîëüçóåìûå áðàóçåðû, îïåðàöèîííûå ñèñòåìû è ò.ä.) ïîäëåæèò íàäåæíîìó õðàíåíèþ è íåðàñïðîñòðàíåíèþ, çà èñêëþ÷åíèåì ñëó÷àåâ, ïðåäóñìîòðåííûõ â ï.ï. 5.2. è 5.3. íàñòîÿùåé Ïîëèòèêè êîíôèäåíöèàëüíîñòè.
4. Öåëè ñáîðà ïåðñîíàëüíîé èíôîðìàöèè ïîëüçîâàòåëÿ
4.1. Ïåðñîíàëüíûå äàííûå Ïîëüçîâàòåëÿ Àäìèíèñòðàöèÿ ìîæåò èñïîëüçîâàòü â öåëÿõ:
4.1.1. Èäåíòèôèêàöèè Ïîëüçîâàòåëÿ, çàðåãèñòðèðîâàííîãî íà ñàéòå Ïåðèòîí Èíæèíèðèíã äëÿ åãî äàëüíåéøåé àâòîðèçàöèè, îôîðìëåíèÿ çàêàçà è äðóãèõ äåéñòâèé.
4.1.2. Ïðåäîñòàâëåíèÿ Ïîëüçîâàòåëþ äîñòóïà ê ïåðñîíàëèçèðîâàííûì äàííûì ñàéòà Ïåðèòîí Èíæèíèðèíã.
4.1.3. Óñòàíîâëåíèÿ ñ Ïîëüçîâàòåëåì îáðàòíîé ñâÿçè, âêëþ÷àÿ íàïðàâëåíèå óâåäîìëåíèé, çàïðîñîâ, êàñàþùèõñÿ èñïîëüçîâàíèÿ ñàéòà Ïåðèòîí Èíæèíèðèíã, îêàçàíèÿ óñëóã è îáðàáîòêè çàïðîñîâ è çàÿâîê îò Ïîëüçîâàòåëÿ.
4.1.4. Îïðåäåëåíèÿ ìåñòà íàõîæäåíèÿ Ïîëüçîâàòåëÿ äëÿ îáåñïå÷åíèÿ áåçîïàñíîñòè, ïðåäîòâðàùåíèÿ ìîøåííè÷åñòâà.
4.1.5. Ïîäòâåðæäåíèÿ äîñòîâåðíîñòè è ïîëíîòû ïåðñîíàëüíûõ äàííûõ, ïðåäîñòàâëåííûõ Ïîëüçîâàòåëåì.
4.1.6. Ñîçäàíèÿ ó÷åòíîé çàïèñè äëÿ èñïîëüçîâàíèÿ ÷àñòåé ñàéòà Ïåðèòîí Èíæèíèðèíã, åñëè Ïîëüçîâàòåëü äàë ñîãëàñèå íà ñîçäàíèå ó÷åòíîé çàïèñè.
4.1.7. Óâåäîìëåíèÿ Ïîëüçîâàòåëÿ ïî ýëåêòðîííîé ïî÷òå.
4.1.8. Ïðåäîñòàâëåíèÿ Ïîëüçîâàòåëþ ýôôåêòèâíîé òåõíè÷åñêîé ïîääåðæêè ïðè âîçíèêíîâåíèè ïðîáëåì, ñâÿçàííûõ ñ èñïîëüçîâàíèåì ñàéòà Ïåðèòîí Èíæèíèðèíã.
4.1.9. Ïðåäîñòàâëåíèÿ Ïîëüçîâàòåëþ ñ åãî ñîãëàñèÿ ñïåöèàëüíûõ ïðåäëîæåíèé, èíôîðìàöèè î öåíàõ, íîâîñòíîé ðàññûëêè è èíûõ ñâåäåíèé îò èìåíè ñàéòà Ïåðèòîí Èíæèíèðèíã.
4.1.10. Îñóùåñòâëåíèÿ ðåêëàìíîé äåÿòåëüíîñòè ñ ñîãëàñèÿ Ïîëüçîâàòåëÿ.
5. Ñïîñîáû è ñðîêè îáðàáîòêè ïåðñîíàëüíîé èíôîðìàöèè
5.1. Îáðàáîòêà ïåðñîíàëüíûõ äàííûõ Ïîëüçîâàòåëÿ îñóùåñòâëÿåòñÿ áåç îãðàíè÷åíèÿ ñðîêà, ëþáûì çàêîííûì ñïîñîáîì, â òîì ÷èñëå â èíôîðìàöèîííûõ ñèñòåìàõ ïåðñîíàëüíûõ äàííûõ ñ èñïîëüçîâàíèåì ñðåäñòâ àâòîìàòèçàöèè èëè áåç èñïîëüçîâàíèÿ òàêèõ ñðåäñòâ.
5.2. Ïîëüçîâàòåëü ñîãëàøàåòñÿ ñ òåì, ÷òî Àäìèíèñòðàöèÿ âïðàâå ïåðåäàâàòü ïåðñîíàëüíûå äàííûå òðåòüèì ëèöàì, â ÷àñòíîñòè, êóðüåðñêèì ñëóæáàì, îðãàíèçàöèÿìè ïî÷òîâîé ñâÿçè (â òîì ÷èñëå ýëåêòðîííîé), îïåðàòîðàì ýëåêòðîñâÿçè, èñêëþ÷èòåëüíî â öåëÿõ âûïîëíåíèÿ çàêàçà Ïîëüçîâàòåëÿ, îôîðìëåííîãî íà ñàéòå Ïåðèòîí Èíæèíèðèíã, âêëþ÷àÿ äîñòàâêó Òîâàðà, äîêóìåíòàöèè èëè e-mail ñîîáùåíèé.
5.3. Ïåðñîíàëüíûå äàííûå Ïîëüçîâàòåëÿ ìîãóò áûòü ïåðåäàíû óïîëíîìî÷åííûì îðãàíàì ãîñóäàðñòâåííîé âëàñòè Ðîññèéñêîé Ôåäåðàöèè òîëüêî ïî îñíîâàíèÿì è â ïîðÿäêå, óñòàíîâëåííûì çàêîíîäàòåëüñòâîì Ðîññèéñêîé Ôåäåðàöèè.
5.4. Ïðè óòðàòå èëè ðàçãëàøåíèè ïåðñîíàëüíûõ äàííûõ Àäìèíèñòðàöèÿ âïðàâå íå èíôîðìèðîâàòü Ïîëüçîâàòåëÿ îá óòðàòå èëè ðàçãëàøåíèè ïåðñîíàëüíûõ äàííûõ.
5.5. Àäìèíèñòðàöèÿ ïðèíèìàåò íåîáõîäèìûå îðãàíèçàöèîííûå è òåõíè÷åñêèå ìåðû äëÿ çàùèòû ïåðñîíàëüíîé èíôîðìàöèè Ïîëüçîâàòåëÿ îò íåïðàâîìåðíîãî èëè ñëó÷àéíîãî äîñòóïà, óíè÷òîæåíèÿ, èçìåíåíèÿ, áëîêèðîâàíèÿ, êîïèðîâàíèÿ, ðàñïðîñòðàíåíèÿ, à òàêæå îò èíûõ íåïðàâîìåðíûõ äåéñòâèé òðåòüèõ ëèö.
5.6. Àäìèíèñòðàöèÿ ñîâìåñòíî ñ Ïîëüçîâàòåëåì ïðèíèìàåò âñå íåîáõîäèìûå ìåðû ïî ïðåäîòâðàùåíèþ óáûòêîâ èëè èíûõ îòðèöàòåëüíûõ ïîñëåäñòâèé, âûçâàííûõ óòðàòîé èëè ðàçãëàøåíèåì ïåðñîíàëüíûõ äàííûõ Ïîëüçîâàòåëÿ.
6. Ïðàâà è îáÿçàííîñòè ñòîðîí
6.1. Ïîëüçîâàòåëü âïðàâå:
6.1.1. Ïðèíèìàòü ñâîáîäíîå ðåøåíèå î ïðåäîñòàâëåíèè ñâîèõ ïåðñîíàëüíûõ äàííûõ, íåîáõîäèìûõ äëÿ èñïîëüçîâàíèÿ ñàéòà Ïåðèòîí Èíæèíèðèíã, è äàâàòü ñîãëàñèå íà èõ îáðàáîòêó.
6.1.2. Îáíîâèòü, äîïîëíèòü ïðåäîñòàâëåííóþ èíôîðìàöèþ î ïåðñîíàëüíûõ äàííûõ â ñëó÷àå èçìåíåíèÿ äàííîé èíôîðìàöèè.
6.1.3. Ïîëüçîâàòåëü èìååò ïðàâî íà ïîëó÷åíèå ó Àäìèíèñòðàöèè èíôîðìàöèè, êàñàþùåéñÿ îáðàáîòêè åãî ïåðñîíàëüíûõ äàííûõ, åñëè òàêîå ïðàâî íå îãðàíè÷åíî â ñîîòâåòñòâèè ñ ôåäåðàëüíûìè çàêîíàìè. Ïîëüçîâàòåëü âïðàâå òðåáîâàòü îò Àäìèíèñòðàöèè óòî÷íåíèÿ åãî ïåðñîíàëüíûõ äàííûõ, èõ áëîêèðîâàíèÿ èëè óíè÷òîæåíèÿ â ñëó÷àå, åñëè ïåðñîíàëüíûå äàííûå ÿâëÿþòñÿ íåïîëíûìè, óñòàðåâøèìè, íåòî÷íûìè, íåçàêîííî ïîëó÷åííûìè èëè íå ÿâëÿþòñÿ íåîáõîäèìûìè äëÿ çàÿâëåííîé öåëè îáðàáîòêè, à òàêæå ïðèíèìàòü ïðåäóñìîòðåííûå çàêîíîì ìåðû ïî çàùèòå ñâîèõ ïðàâ.
6.2. Àäìèíèñòðàöèÿ îáÿçàíà:
6.2.1. Èñïîëüçîâàòü ïîëó÷åííóþ èíôîðìàöèþ èñêëþ÷èòåëüíî äëÿ öåëåé, óêàçàííûõ â ï. 4 íàñòîÿùåé Ïîëèòèêè êîíôèäåíöèàëüíîñòè.
6.2.2. Îáåñïå÷èòü õðàíåíèå êîíôèäåíöèàëüíîé èíôîðìàöèè â òàéíå, íå ðàçãëàøàòü áåç ïðåäâàðèòåëüíîãî ïèñüìåííîãî ðàçðåøåíèÿ Ïîëüçîâàòåëÿ, à òàêæå íå îñóùåñòâëÿòü ïðîäàæó, îáìåí, îïóáëèêîâàíèå, ëèáî ðàçãëàøåíèå èíûìè âîçìîæíûìè ñïîñîáàìè ïåðåäàííûõ ïåðñîíàëüíûõ äàííûõ Ïîëüçîâàòåëÿ, çà èñêëþ÷åíèåì ï.ï. 5.2 è 5.3. íàñòîÿùåé Ïîëèòèêè Êîíôèäåíöèàëüíîñòè.
6.2.3. Ïðèíèìàòü ìåðû ïðåäîñòîðîæíîñòè äëÿ çàùèòû êîíôèäåíöèàëüíîñòè ïåðñîíàëüíûõ äàííûõ Ïîëüçîâàòåëÿ ñîãëàñíî ïîðÿäêó, îáû÷íî èñïîëüçóåìîãî äëÿ çàùèòû òàêîãî ðîäà èíôîðìàöèè â ñóùåñòâóþùåì äåëîâîì îáîðîòå.
6.2.4. Îñóùåñòâèòü áëîêèðîâàíèå ïåðñîíàëüíûõ äàííûõ, îòíîñÿùèõñÿ ê ñîîòâåòñòâóþùåìó Ïîëüçîâàòåëþ, ñ ìîìåíòà îáðàùåíèÿ èëè çàïðîñà Ïîëüçîâàòåëÿ, èëè åãî çàêîííîãî ïðåäñòàâèòåëÿ ëèáî óïîëíîìî÷åííîãî îðãàíà ïî çàùèòå ïðàâ ñóáúåêòîâ ïåðñîíàëüíûõ äàííûõ íà ïåðèîä ïðîâåðêè, â ñëó÷àå âûÿâëåíèÿ íåäîñòîâåðíûõ ïåðñîíàëüíûõ äàííûõ èëè íåïðàâîìåðíûõ äåéñòâèé.
7. Îòâåòñòâåííîñòü ñòîðîí
7.1. Àäìèíèñòðàöèÿ, íå èñïîëíèâøàÿ ñâîè îáÿçàòåëüñòâà, íåñ¸ò îòâåòñòâåííîñòü çà óáûòêè, ïîíåñ¸ííûå Ïîëüçîâàòåëåì â ñâÿçè ñ íåïðàâîìåðíûì èñïîëüçîâàíèåì ïåðñîíàëüíûõ äàííûõ, â ñîîòâåòñòâèè ñ çàêîíîäàòåëüñòâîì Ðîññèéñêîé Ôåäåðàöèè, çà èñêëþ÷åíèåì ñëó÷àåâ, ïðåäóñìîòðåííûõ ï.ï. 5.2., 5.3. è 7.2. íàñòîÿùåé Ïîëèòèêè Êîíôèäåíöèàëüíîñòè.
7.2.  ñëó÷àå óòðàòû èëè ðàçãëàøåíèÿ Êîíôèäåíöèàëüíîé èíôîðìàöèè Àäìèíèñòðàöèÿ íå íåñ¸ò îòâåòñòâåííîñòü, åñëè äàííàÿ êîíôèäåíöèàëüíàÿ èíôîðìàöèÿ:
7.2.1. Ñòàëà ïóáëè÷íûì äîñòîÿíèåì äî å¸ óòðàòû èëè ðàçãëàøåíèÿ.
7.2.2. Áûëà ïîëó÷åíà îò òðåòüåé ñòîðîíû äî ìîìåíòà å¸ ïîëó÷åíèÿ Àäìèíèñòðàöèåé Ðåñóðñà.
7.2.3. Áûëà ðàçãëàøåíà ñ ñîãëàñèÿ Ïîëüçîâàòåëÿ.
7.3. Ïîëüçîâàòåëü íåñåò ïîëíóþ îòâåòñòâåííîñòü çà ñîáëþäåíèå òðåáîâàíèé çàêîíîäàòåëüñòâà ÐÔ, â òîì ÷èñëå çàêîíîâ î ðåêëàìå, î çàùèòå àâòîðñêèõ è ñìåæíûõ ïðàâ, îá îõðàíå òîâàðíûõ çíàêîâ è çíàêîâ îáñëóæèâàíèÿ, íî íå îãðàíè÷èâàÿñü ïåðå÷èñëåííûì, âêëþ÷àÿ ïîëíóþ îòâåòñòâåííîñòü çà ñîäåðæàíèå è ôîðìó ìàòåðèàëîâ.
7.4. Ïîëüçîâàòåëü ïðèçíàåò, ÷òî îòâåòñòâåííîñòü çà ëþáóþ èíôîðìàöèþ (â òîì ÷èñëå, íî íå îãðàíè÷èâàÿñü: ôàéëû ñ äàííûìè, òåêñòû è ò. ä.), ê êîòîðîé îí ìîæåò èìåòü äîñòóï êàê ê ÷àñòè ñàéòà Ïåðèòîí Èíæèíèðèíã, íåñåò ëèöî, ïðåäîñòàâèâøåå òàêóþ èíôîðìàöèþ.
7.5. Ïîëüçîâàòåëü ñîãëàøàåòñÿ, ÷òî èíôîðìàöèÿ, ïðåäîñòàâëåííàÿ åìó êàê ÷àñòü ñàéòà Ïåðèòîí Èíæèíèðèíã, ìîæåò ÿâëÿòüñÿ îáúåêòîì èíòåëëåêòóàëüíîé ñîáñòâåííîñòè, ïðàâà íà êîòîðûé çàùèùåíû è ïðèíàäëåæàò äðóãèì Ïîëüçîâàòåëÿì, ïàðòíåðàì èëè ðåêëàìîäàòåëÿì, êîòîðûå ðàçìåùàþò òàêóþ èíôîðìàöèþ íà ñàéòå Ïåðèòîí Èíæèíèðèíã.
Ïîëüçîâàòåëü íå âïðàâå âíîñèòü èçìåíåíèÿ, ïåðåäàâàòü â àðåíäó, ïåðåäàâàòü íà óñëîâèÿõ çàéìà, ïðîäàâàòü, ðàñïðîñòðàíÿòü èëè ñîçäàâàòü ïðîèçâîäíûå ðàáîòû íà îñíîâå òàêîãî Ñîäåðæàíèÿ (ïîëíîñòüþ èëè â ÷àñòè), çà èñêëþ÷åíèåì ñëó÷àåâ, êîãäà òàêèå äåéñòâèÿ áûëè ïèñüìåííî ïðÿìî ðàçðåøåíû ñîáñòâåííèêàìè òàêîãî Ñîäåðæàíèÿ â ñîîòâåòñòâèè ñ óñëîâèÿìè îòäåëüíîãî ñîãëàøåíèÿ.
7.6.  îòíîøåíèå òåêñòîâûõ ìàòåðèàëîâ (ñòàòåé, ïóáëèêàöèé, íàõîäÿùèõñÿ â ñâîáîäíîì ïóáëè÷íîì äîñòóïå íà ñàéòå Ïåðèòîí Èíæèíèðèíã) äîïóñêàåòñÿ èõ ðàñïðîñòðàíåíèå ïðè óñëîâèè, ÷òî áóäåò äàíà ññûëêà íà Ñàéò.
7.7. Àäìèíèñòðàöèÿ íå íåñåò îòâåòñòâåííîñòè ïåðåä Ïîëüçîâàòåëåì çà ëþáîé óáûòîê èëè óùåðá, ïîíåñåííûé Ïîëüçîâàòåëåì â ðåçóëüòàòå óäàëåíèÿ, ñáîÿ èëè íåâîçìîæíîñòè ñîõðàíåíèÿ êàêîãî-ëèáî Ñîäåðæàíèÿ è èíûõ êîììóíèêàöèîííûõ äàííûõ, ñîäåðæàùèõñÿ íà ñàéòå Ïåðèòîí Èíæèíèðèíã èëè ïåðåäàâàåìûõ ÷åðåç íåãî.
7.8. Àäìèíèñòðàöèÿ íå íåñåò îòâåòñòâåííîñòè çà ëþáûå ïðÿìûå èëè êîñâåííûå óáûòêè, ïðîèçîøåäøèå èç-çà: èñïîëüçîâàíèÿ ëèáî íåâîçìîæíîñòè èñïîëüçîâàíèÿ ñàéòà, ëèáî îòäåëüíûõ ñåðâèñîâ; íåñàíêöèîíèðîâàííîãî äîñòóïà ê êîììóíèêàöèÿì Ïîëüçîâàòåëÿ; çàÿâëåíèÿ èëè ïîâåäåíèå ëþáîãî òðåòüåãî ëèöà íà ñàéòå.
7.9. Àäìèíèñòðàöèÿ íå íåñåò îòâåòñòâåííîñòü çà êàêóþ-ëèáî èíôîðìàöèþ, ðàçìåùåííóþ ïîëüçîâàòåëåì íà ñàéòå Ïåðèòîí Èíæèíèðèíã, âêëþ÷àÿ, íî íå îãðàíè÷èâàÿñü: èíôîðìàöèþ, çàùèùåííóþ àâòîðñêèì ïðàâîì, áåç ïðÿìîãî ñîãëàñèÿ âëàäåëüöà àâòîðñêîãî ïðàâà.
8. Ðàçðåøåíèå ñïîðîâ
8.1. Äî îáðàùåíèÿ â ñóä ñ èñêîì ïî ñïîðàì, âîçíèêàþùèì èç îòíîøåíèé ìåæäó Ïîëüçîâàòåëåì è Àäìèíèñòðàöèåé, îáÿçàòåëüíûì ÿâëÿåòñÿ ïðåäúÿâëåíèå ïðåòåíçèè (ïèñüìåííîãî ïðåäëîæåíèÿ èëè ïðåäëîæåíèÿ â ýëåêòðîííîì âèäå î äîáðîâîëüíîì óðåãóëèðîâàíèè ñïîðà).
8.2. Ïîëó÷àòåëü ïðåòåíçèè â òå÷åíèå 30 êàëåíäàðíûõ äíåé ñî äíÿ ïîëó÷åíèÿ ïðåòåíçèè, ïèñüìåííî èëè â ýëåêòðîííîì âèäå óâåäîìëÿåò çàÿâèòåëÿ ïðåòåíçèè î ðåçóëüòàòàõ