Установки для растяжения муфт

- Способ создания петли на тросе без использования дополнительных комплектующих.
- Создание петли на тросе с помощью алюминиевого зажима DIN 3093
- Огон с помощью коуша и зажима DIN 741 (DIN 1142)
- Огон с помощью зажима
- Клиновые муфты
- Муфта для заливки стального троса/каната.
Идейно тросы можно разделить на Грузоподъемные тросы и Негрузоподъемные тросы.
Основными представителями негрузоподъемных тросов является трос DIN 3055 и трос DIN 3060. В дополнение к ним можно добавить еще ряд тросов по ГОСТ, но к этому еще вернемся. Ниже мы подробнее разберем какие есть типы тросов, чем они отличаются, какие у них есть варианты свивки, какое предназначение, из какой стали производятся троса и канаты и много многое другое.
Способы создания петли на тросе:
1. Способ создания петли на тросе без использования дополнительных комплектующих.
Данный способ применяется в случаях, когда нагрузка на стальной канат не является высокой. Способ ручной свивки каната в петлю используется в бытовых условиях, при растяжке каната для невысоких нагрузок, а так же на тросы преимущественно небольшого сечения. На примере изображен огон без коуша на стальном тросе и пять этапов создания огона.
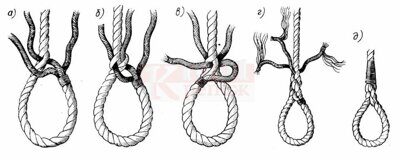
Данный способ создания петли на тросе дешевле за счет отсутствия дополнительных элементов, при этом он требует дополнительных трудозатрат, знаний и умелых рук, которые смогут сделать петлю на тросе таким способом качественно и красиво.
2. Создание петли на тросе с помощью алюминиевого зажима DIN 3093
Зажим для троса DIN 3093 идеально подходит для промышленного объема создания петель из троса. Зажим алюминиевый для троса имеет привлекательный внешний вид. Это особенно важно для фасонных изделий.
Например при подвешивании светильников, при создании элементов для техники, в бытовых условиях и прочее. Алюминиевые втулочные зажимы устанавливаются с помощью пресс-клещей или с помощью опрессовочного оборудования. Для зажимов 3093 маленьких размеров оприсовка может осуществляться пресс клещами или на худой конец с помощью молотка.
Если же говорить о больших размеров зажимов то необходимо использовать опрессовочное оборудование для качественного обжима. Алюминиевый зажим подходит для троса от 1 мм до 28 мм. Для монтажа петли на тросе с помощью алюминиевого зажима-втулки понадобится 1 зажим и при необходимости 1 коуш. Размер коуша соответствует размеру втулки и размеру троса.


Например если вы монтируете петлю на тросе диаметр 6 мм, то Вам понадобится зажим DIN 3093 6 мм и коуш DIN 6899 6 мм. Обращаем внимание, что на картинках ниже изображены примеры с одним втулочным зажимом для троса, при этом для ответственных креплений можно использовать 2 и 3 зажима для троса последовательно.
3. Огон с помощью коуша и зажима DIN 741 (DIN 1142)
Данный способ монтажа огона (петли на тросе) дороже чем первый способ, но при этом не требует специальной подготовки и особых знаний. Для создания петли на тросе достаточно иметь один коуш соответствующий размеру вашего стального каната (т.е. для каната 4 мм нужно использовать коуш 4 мм) и три зажима типа «Слоник» (так называют зажимы DIN 741 и зажимы DIN 1142).
В дополнение к этому набору для целостности узла можно использовать наконечник для троса. Зажимы для троса Слоник состоит из двух частей и двух гаек. Для установки зажима гайки равномерно закручиваются для равномерного усилия и ровности установки зажимного элемента.

Зажимы 741 устанавливаются последовательно три штуки. При этом конечно же для неответственных узлов, где нагрузки на растяжение троса минимальные можно использовать и один зажим, но по правилам необходимо установить 3 зажима для качественного и высоконадежного крепления.
4. Огон с помощью зажима DUPLEX или SIMPLEX
Данный тип создания петли на тросе вполне надежный, выглядит эстетично и относительно не дорогой. Зажим SIMPLEX означает единственный т.е. данный зажим с одним стягивающим винтом.
Зажимы Симплекс производятся из оцинкованной стали, из нержавеющей стали А2 и А4. Зажим SIMPLEX подбирается по размеру троса. Если Вы используете трос для растяжки 3 мм, то и зажим SIMPLEX должен быть 3мм. Самые распространенные размеры зажимов Simplex 6мм и зажим симплекс 2 мм. Установка зажима не требует особых знаний, достаточно иметь ключ под гайку или плоскогубцы.

Зажим DUPLEX оснащен двумя стягивающими винтами. Зажим каната Duplex чаще применяется чем Simplex за счет большей надежности крепления по сути в 2 раза по сравнению с Simplex. Размер зажима должен соответствовать размеру троса. Т.е. если вы используете металлический канат 4 мм то Вам необходимо использовать зажим duplex 4 мм.
5. Клиновые муфты
Предназначены для создания соединительных точек, когда есть необходимость соединить трос с ответным конструкционным элементом через штифт и петлю.
Канатные муфты предназначены для канатов среднего и большого диаметров. Как вариант рассмотрим клиновые муфты для канатов марки Green Pin.

В ассортименте представлены:
Клиновая муфта для каната G 6413 – эта муфта предназначена для каната от 7 мм до каната диаметром 86 мм, соответственно допустимые рабочие нагрузки находятся в диапазоне от 1,25 тонны до 100 тонн. Принципом действия клиновой канатной муфты является расклинивание и фиксация каната за счет увеличения нагрузки под весом поднимаемого груза.
6. Муфта для заливки стального троса/каната.
В данном пункте так же рассмотрим муфту Green Pin, которая предназначена для заливки каната легко сплавными металлами или полимерами. Закрытые муфты для заливки предназначены для канатов диаметра от 11 мм до 81 мм, что соответствует рабочим нагрузкам от 4 до 120 тонн. Запас прочности в данной муфте рассчитывается в пяти кратном размере.
Для создания соединения муфты с металлическим канатом необходимо завести канат в муфту, распушить канат и залить специализированным составом (смолой) или легко легко сплавными металлами. В качестве составов например можно использовать состав WireLock.
Уважаемые клиенты, компания 1001 КРЕПЕЖ осуществляет оптовые продажи всех вышеперечисленных зажимов. Мы поставляем канатные зажимы из оцинкованной стали, все виды зажимов для тросов из нержавеющей стали. За счет прямых поставок большинства такелажных комплектующих Вы всегда можете рассчитывать на минимальные оптовые цены на всю такелажную продукцию. Купить стальной трос и все комплектующие для монтажа такелажных связок просто, достаточно направить заявку нашему менеджеру.
Источник

ÐидÑавлиÑеÑÐºÐ°Ñ Ð¼Ð¾Ð±Ð¸Ð»ÑÐ½Ð°Ñ ÑÑÑановка Ð´Ð»Ñ ÑÑÑковки ÑÑеÑжневой аÑмаÑÑÑÑ Ð¼ÑÑÑами. ÐÑоÑноÑÑÑ Ð½Ð° ÑаÑÑÑжение, пÑевÑÑÐ°ÐµÑ ÑакÑиÑеÑкое ÑÑилие вÑеменного ÑопÑоÑÐ¸Ð²Ð»ÐµÐ½Ð¸Ñ ÑоединÑемого пÑокаÑа, и Ñ Ð³Ð°ÑанÑией вÑноÑливоÑÑи Ð´Ð»Ñ ÑÐ¾ÐµÐ´Ð¸Ð½ÐµÐ½Ð¸Ñ ÑÑеÑжней пÑокаÑа в ÑоÑÑаве железобеÑоннÑÑ
конÑÑÑÑкÑий, ÑаÑÑÑиÑÑваемÑÑ
на дейÑÑвие многокÑаÑно повÑоÑÑÑÑиÑ
ÑÑ Ð½Ð°Ð³ÑÑзок.

ÐÐ¾Ð¼Ð¿Ð»ÐµÐºÑ Ð¿Ð¾ÑÑавки:
— пÑеÑÑÑ, на вÑбоÑ,ÐÐ-Ð50, ÐÐ-Ð80Ð, ÐÐ-Ð100Ð;
-ÑÑанÑÐ¸Ñ Ð½Ð°ÑоÑÐ½Ð°Ñ Ñ Ñеле давлениÑ, Ñ ÑилÑÑÑом на напоÑе и Ñливе;
— ÐºÐ¾Ð¼Ð¿Ð»ÐµÐºÑ Ð ÐРдлиной по 5 м. Ñ ÐРС;
-ÐºÐ°Ð±ÐµÐ»Ñ ÐºÐ¾Ð½ÑÑолÑнÑй Ñ ÐºÐ¾Ð¼Ð¿Ð»ÐµÐºÑом ÑазÑемов кабелÑнÑÑ ;
-в комплекÑаÑии пÑеÑÑа и Ð ÐÐ Ñо ÑÑоÑÐ¾Ð½Ñ Ð¸Ð½ÑÑÑÑменÑа пÑÐ¸Ð¼ÐµÐ½ÐµÐ½Ñ Ð½Ð°Ð´ÐµÐ¶Ð½Ñе ÐРС пÑоизводÑÑва ÑиÑÐ¼Ñ Â«Cejn» (ÐеÑманиÑ);
— пÑеÑÑÑ ÐÐ-Ð50Ð, ÐÐ-Ð80ÐÐ, ÐÐ-Ð100ÐРвклÑÑаÑÑ ÐºÐ¾Ð¼Ð¿Ð»ÐµÐºÑ Ð ÐРдлиной по 5 м. Ñ ÐРС; опÑиÑ,-ÑÑанÑÐ¸Ñ Ð½Ð°ÑоÑÐ½Ð°Ñ Ñ Ñеле давлениÑ, Ñ ÑилÑÑÑом на напоÑе и ÑÐ»Ð¸Ð²ÐµÑ ÐºÐ°Ð±ÐµÐ»ÐµÐ¼ конÑÑолÑнÑм и комплекÑом ÑазÑемов кабелÑнÑÑ .
ÐпÑии:
-ÑÑанÑпоÑÑиÑовоÑнÑй ÑÑик Ð´Ð»Ñ Ð¿ÑеÑÑа;
-ÐºÐ¾Ð¼Ð¿Ð»ÐµÐºÑ ÐÐÐ-ÑплоÑÐ½ÐµÐ½Ð¸Ñ (Ñм. в ÐаÑпоÑÑе на изделие).
-ÐºÐ¾Ð¼Ð¿Ð»ÐµÐºÑ Ð¼Ð°ÑÑÐ¸Ñ ÑÑебÑемого ÑипоÑазмеÑа,
— пÑÑжиннÑй баланÑиÑ.
ÐбоÑÑдование Ð¼Ð¾Ð¶ÐµÑ Ð¸ÑполÑзоваÑÑÑÑ ÐºÐ°Ðº пÑи монÑаже аÑмокаÑкаÑов на меÑÑе монÑажа, Ñак и в заводÑкиÑ
ÑÑловиÑÑ
.
ÐÐ»Ñ Ð¿Ñивода мобилÑнÑÑ
пÑеÑÑов ÐÐ-Ð50, ÐÐ-Ð80Ð, ÐÐ-Ð100РпÑименÑеÑÑÑ ÑÑанÑÐ¸Ñ Ð½Ð°ÑоÑÐ½Ð°Ñ «ÐнеÑпÑом» Ñ ÑлекÑÑопÑиводом, номиналÑное давление 70 ÐÐа, подаÑа 2,0 л/мин,4Ñ
-линейнÑй 3Ñ
поз. ÑлекÑÑомагниÑнÑй ÑаÑпÑеделиÑÐµÐ»Ñ Ñ Ð¾ÑкÑÑÑÑм ÑенÑÑом, гидÑоÑÑ
ема â 14, бак 10 л, 380 Ð, Ñеле давлениÑ, ÑилÑÑÑÑ Ð½Ð° напоÑе и Ñливе, ÐÐÐ-2,0Ð10Т1-Ð-Ð Ð-ÐÐ-Ð80.
УпÑавление ÑабоÑой пÑеÑÑа (наÑоÑной ÑÑанÑией) оÑÑÑеÑÑвлÑеÑÑÑ ÐºÐ½Ð¾Ð¿ÐºÐ°Ð¼Ð¸, ÑÑÑановленнÑми на ÑÑÑке пÑеÑÑа.
ÐпÑеÑÑовка оÑÑÑеÑÑвлÑеÑÑÑ Ð²ÐºÐ»ÑÑением и ÑдеÑжанием кнопки на давлении 70 ± 0,1 ÐÐа, Ñ Ð²ÑдеÑжкой (поÑÑедÑÑвом ÑÑÑавки на Ñеле давлениÑ) 3â¦4 Ñек., далее пÑоиÑÑ
Ð¾Ð´Ð¸Ñ Ð°Ð²ÑомаÑиÑеÑкий ÑбÑÐ¾Ñ Ð´Ð°Ð²Ð»ÐµÐ½Ð¸Ñ Ð³Ð¸Ð´ÑавлиÑеÑкой жидкоÑÑи и подаÑа в поÑÑневÑÑ Ð¿Ð¾Ð»Ð¾ÑÑÑ Ð²Ð¾Ð·Ð²ÑаÑа, ÑÑок пеÑемеÑаеÑÑÑ Ð² иÑÑ
одное положение.

ÐÑобенноÑÑи ÑиÑÑем ÐÐ-Ð50(80,100)Ð Ð´Ð»Ñ ÑÑÑка аÑмаÑÑÑÑ:
- Ñдобное ÑпÑавление опÑеÑÑовкой Ñ Ð²ÑÑÑоенного в пÑеÑÑ Ð¿ÑлÑÑа и обеÑпеÑение полÑавÑомаÑиÑеÑкого Ñикла ÑабоÑÑ Ð¿Ð¾Ð·Ð²Ð¾Ð»Ð¸Ð»Ð¸ ÑвелиÑиÑÑ Ð¿ÑоизводиÑелÑноÑÑÑ Ð¸ иÑклÑÑиÑÑ Ð½ÐµÐ¾Ð±Ñ Ð¾Ð´Ð¸Ð¼Ð¾ÑÑÑ Ð²Ð¸Ð·ÑалÑного конÑÑÐ¾Ð»Ñ Ð·Ð° давлением, ÑÑилием обжаÑиÑ;
- Ñ ÑелÑÑ Ð¿Ð¾Ð²ÑÑÐµÐ½Ð¸Ñ Ð½Ð°Ð´ÐµÐ¶Ð½Ð¾ÑÑи в ÑкÑплÑаÑаÑии и ÑÑгономиÑноÑÑи пÑеÑÑов поÑÑневой Ñзел вÑполнен ÑпеÑиалÑной конÑÑÑÑкÑии, ÑÑо позволило опÑимизиÑоваÑÑ ÐºÐ¾Ð»Ð¸ÑеÑÑво ÑплоÑнений;
- ÑÑÑÑеÑÑ Ð»Ð¸Ð½Ð¸Ð¹ «Ð½Ð°Ð¿Ð¾Ñ» и «Ñлив» ÑаÑÐ¿Ð¾Ð»Ð¾Ð¶ÐµÐ½Ñ Ð² кÑÑÑке коÑпÑÑа пÑеÑÑов;
- гидÑоÑаÑпÑеделиÑÐµÐ»Ñ Ñ Ð¾ÑкÑÑÑÑм ÑенÑÑом (на наÑоÑной ÑÑанÑии) пÑи нейÑÑалÑном положении золоÑников позволÑÐµÑ Ð¶Ð¸Ð´ÐºÐ¾ÑÑи из полоÑÑи нагнеÑÐ°Ð½Ð¸Ñ Ð¿Ð¾ ÐºÐ°Ð½Ð°Ð»Ñ Ð² коÑпÑÑе пеÑеÑекаÑÑ Ð² ÑливнÑÑ Ð¿Ð¾Ð»Ð¾ÑÑÑ, ÑÑо обеÑпеÑÐ¸Ð²Ð°ÐµÑ ÑкономиÑнÑй Ñежим ÑабоÑÑ Ð½Ð°ÑоÑной ÑÑанÑии в паÑÐ·Ð°Ñ Ð¼ÐµÐ¶Ð´Ñ Ð¾Ð±Ð¶Ð°ÑиÑми;
- подвод Ð ÐÐ ÑвеÑÑ Ñ Ðº коÑпÑÑÑ Ð¿ÑеÑÑа поÑÑедÑÑвом ÑгловÑÑ ÑÑÑÑеÑов и бÑÑÑÑоÑазÑÑмнÑÑ Ñоединений (ÐРС) обеÑпеÑÐ¸Ð²Ð°ÐµÑ Ð²Ð¾Ð·Ð¼Ð¾Ð¶Ð½Ð¾ÑÑÑ ÑабоÑÑ Ð¿ÑеÑÑа в лÑбом пÑоÑÑÑанÑÑвенном положении;
- ÑиÑÑÐµÐ¼Ñ ÐÐ-Ð50(80,100)РоÑлиÑаÑÑÑÑ Ð²ÑÑокой надежноÑÑÑÑ Ð¸ ÑкÑплÑаÑаÑионнÑм каÑеÑÑвом, ÑдобÑÑвом пÑÐ¸Ð¼ÐµÐ½ÐµÐ½Ð¸Ñ Ð¸, ÑледоваÑелÑно, вÑÑокой пÑоизводиÑелÑноÑÑÑÑ ÑÑÑда.
ÐÑи бÑÑÑÑоÑаÑÑÑÑÐ¸Ñ Ð¾Ð±ÑÐµÐ¼Ð°Ñ Ð¿ÑÐ¸Ð¼ÐµÐ½ÐµÐ½Ð¸Ñ Ð¼Ð¾Ð½Ð¾Ð»Ð¸Ñного железобеÑона в ÑÑÑоиÑелÑÑÑве (гÑажданÑком, пÑомÑÑленном, ÑпеÑиалÑном, обÑекÑов аÑомной ÑнеÑгеÑики, моÑÑоÑÑÑоении) пÑиоÑиÑеÑом пÑи вÑбоÑе ÑÐµÑ Ð½Ð¾Ð»Ð¾Ð³Ð¸Ð¸ Ð²Ð¾Ð·Ð²ÐµÐ´ÐµÐ½Ð¸Ñ Ð°ÑмаÑÑÑнÑÑ ÐºÐ°ÑкаÑов ÑвлÑеÑÑÑ Ð½Ðµ ÑÑоимоÑÑÑ Ð¸Ð·Ð³Ð¾ÑовлениÑ, а ÑкÑплÑаÑаÑÐ¸Ð¾Ð½Ð½Ð°Ñ Ð±ÐµÐ·Ð¾Ð¿Ð°ÑноÑÑÑ ÑооÑÑÐ¶ÐµÐ½Ð¸Ñ Ð² ÑеÑение вÑего пÑоекÑного ÑÑока ÑлÑжбÑ.
ÐÑмаÑÑÑнÑе ÑабоÑÑ ÑоÑÑавлÑÑÑ Ð¿Ð¾ ÑÑÑдозаÑÑаÑам и пÑодолжиÑелÑноÑÑи по вÑемени оÑновнÑÑ ÑаÑÑÑ ÑÑоимоÑÑи ÑооÑÑÐ¶ÐµÐ½Ð¸Ñ Ð¿Ð¾ ÑÑÐ°Ð²Ð½ÐµÐ½Ð¸Ñ Ñ Ð±ÐµÑоннÑми и опалÑбоÑнÑми ÑабоÑами.
ÐиÑовÑм опÑÑом обÑепÑизнанно, ÑÑо ÑваÑнÑе ÑоединениÑ, как ÑпоÑоб ÑавнопÑоÑного ÑÑÑÐºÐ¾Ð²Ð°Ð½Ð¸Ñ ÑÑÑоиÑелÑной аÑмаÑÑÑÑ, не имеÑÑ Ð¿ÐµÑÑпекÑив.
ÐÑименение мÑÑÑовÑÑ Ð¾Ð±Ð¶Ð¸Ð¼Ð½ÑÑ Ñоединений аÑмаÑÑÑÑ, по опÑÑÑ ÑоÑÑийÑÐºÐ¸Ñ Ð¸ заÑÑбежнÑÑ Ð¿ÑоизводиÑелей, позволило ÑвелиÑиÑÑ Ð¿ÑоизводиÑелÑноÑÑÑ ÑÑÑда в 10â15 Ñаз по ÑÑÐ°Ð²Ð½ÐµÐ½Ð¸Ñ Ñ ÑваÑнÑми ÑоединениÑми, знаÑиÑелÑно ÑменÑÑиÑÑ ÑебеÑÑоимоÑÑÑ ÑабоÑ.
РоÑÑийÑкие ÑÑандаÑÑÑ Ð½Ð° пÑименение Ð¼ÐµÑ Ð°Ð½Ð¸ÑеÑÐºÐ¸Ñ Ñоединений ÑÑеÑжневой аÑмаÑÑÑÑ ÑаÑпÑоÑÑÑанÑÑÑÑÑ Ð½Ð° опÑеÑÑованнÑе ÑÐ¾ÐµÐ´Ð¸Ð½ÐµÐ½Ð¸Ñ Ð¼ÐµÑаллиÑеÑкой ÑÑеÑжневой аÑмаÑÑÑÑ Ñ Ð¿ÐµÑиодиÑеÑким пÑоÑилем железобеÑоннÑÑ ÐºÐ¾Ð½ÑÑÑÑкÑий зданий и ÑооÑÑжений ÑазлиÑного назнаÑÐµÐ½Ð¸Ñ Ð¸ лÑбой ÑÑепени оÑвеÑÑÑвенноÑÑи, воÑпÑинимаÑÑиÑ
поÑÑоÑннÑе, вÑеменнÑе и оÑобÑе нагÑÑзки (взÑÑвнÑе, ÑейÑмиÑеÑкие и дÑ.) в климаÑиÑеÑÐºÐ¸Ñ ÑÐ°Ð¹Ð¾Ð½Ð°Ñ Ñ ÑаÑÑеÑной ÑемпеÑаÑÑÑой до минÑÑ 55°С, в ÑÐ°Ð¹Ð¾Ð½Ð°Ñ Ñ ÑейÑмиÑноÑÑÑÑ Ð´Ð¾ 9 баллов.
Источник
При быстрорастущих объемах применения монолитного железобетона в строительстве (гражданском, промышленном, специальном, объектов атомной энергетики, мостостроении) приоритетом при выборе технологии возведения арматурных каркасов является не стоимость изготовления, а эксплуатационная безопасность сооружения в течение всего проектного срока службы.
«Из мировой практики известно, что один доллар, вложенный в повышение долговечности сооружения дает более ста долларов отдачи в эксплуатации».
Известно, что арматурные работы составляют по трудозатратам и продолжительности по времени основную часть стоимости сооружения по сравнению с бетонными и опалубочными работами.
Мировым опытом общепризнано, что сварные соединения, как способ равнопрочного стыкования строительной арматуры, не имеют перспектив. Опыт возведения арматурных каркасов монолитных сооружений однозначно определяет как наиболее рациональные, экономически целесообразные и гарантирующие эксплуатационную надежность технологии – муфтовые механические соединения стержневой арматуры: обжимные; резьбовые, винтовые с стопорными гайками и болтовые. Муфтовые механические соединения, обеспечивая стык с прочностью на растяжение, превышающей фактическое усилие временного сопротивления соединяемого проката и с гарантией выносливости, не имеют ограничений, присущих сварным соединениям, и позволяют решить строительную задачу любой сложности.
Мировой опыт (7, 8, 9, 10, 11,14) рекомендует для обеспечения арматурных работ при новом строительстве, ремонте и реконструкции сооружений применение разнообразных муфтовых соединений арматуры: обжимных, резьбовых, болтовых.
Таким образом, обжимные соединения, муфты с конической и/или параллельной резьбой, и болтовые муфты образуют функционально полный набор способов стыкования строительной арматуры, позволяющий решить любую конструкторскую и строительную задачу независимо от сложности и размеров возводимого, или реконструируемого объекта. Продолжается дальнейшее технологическое совершенствование муфтовых механических соединений, например, обжимные муфтовые соединения развились в комбинированные муфтовые, т. е. в обжимные с резьбовой вставкой, изготавливаемые на высокопроизводительном оборудовании непосредственно на стройплощадке.
Механические соединения стержневой арматуры встык опрессовкой муфты (Repair Splicing System)
Механические соединения стержневой арматуры встык опрессовкой муфты (Repair Splicing System) представляют на мировом рынке ряд ведущих фирм: Bar Splice Products, Inc; Dextra Manufacturing Co., Ltd.; CASTL—MBA (BSG coupler system). Эти бренды представлены в десятках стран мира и остаются ведущими способами механического соединения арматуры периодического профиля встык, как одинакового, так и различного диаметра. Метод применим для соединения арматуры в диапазоне диаметров от 10 до 57 мм. Применяемые переносные прессы представлены в номенклатурном ряде, используются и стационарные прессы.
Обжимные соединения арматуры получают многократным последовательным, либо однократным обжатием переносным гидравлическим прессом арматуры в стальной муфте. С целью повышения эффективности технологии применяют стационарные прессы (расположенные на строительной площадке) для предварительной опрессовки однократным обжатием соединительных муфт с двух сторон арматуры диаметром из ряда Ø 10-57 мм на 1/2 длины соединительной муфты. Возможно также получение соединения деформированием муфты посредством ее протяжки (технология «FLIMU», DYWIDAG).
Экспертные оценки (4, 10, 11, 14) характеристик различных способов механических соединений строительной арматуры по основным параметрам: габариты стандартного соединения; стоимость; прочность; возможность укрупнения стержней арматуры; квалификация персонала; скорость подготовки соединения; объем контроля; вариативность исполнения; стойкость соединения к динамическим нагрузкам; необходимость вспомогательного оборудования; зависимость от параметров арматуры; наличие ограничений (среднее значение по 10-бальной шкале): обжимные муфты-7,75; болтовые муфты,-7,67; винтовые муфты с стопорными гайками,-8,42; резьбовые муфты с конусной резьбой,-8,66-9; резьбовые муфты с параллельной резьбой,-9,17; комбинированные муфты (предварительно обжатые с резьбовой вставкой), -8,5.
По совокупности существенных признаков обжимные муфтовые соединения находятся в одном ряду с резьбовыми муфтовыми соединениями различного типа.
В российских условиях актуально продолжить развитие технологии производства обжимных муфтовых соединений арматуры. Эта технология конкурентоспособна с резьбовыми соединениями за счет применения стационарных прессов предварительной заготовки стержней с однократным обжатием муфт на половину их длины с двух концов арматурных стержней илитехнологической линии для предварительной разметки стержневой арматуры и серийной опрессовки соединительных муфт с двух сторон арматуры;совершенствования номенклатурного ряда мобильных прессов, снижения их веса, улучшения конструкции пресса в части удобства пользования и управления, надежности, обеспечения автоматического цикла обжима, обеспечения работы при часто расположенной арматуре, удешевления процесса производства муфт с полной заводской готовностью к применению, оптимизации процесса маркировки муфт и арматуры для упрощения методов контроля; применения мобильной испытательной установки опрессованных соединений на прочность при растяжении в условиях строительной площадки. Предстоит развить опыт ОАО «Мостотрест» (17) по применению механического стыкования стержневой арматуры обжимными муфтами с соединительными элементами на резьбе.
Из механических соединений наибольшее применение в России нашли только обжимные муфтовые соединения. Также, представлены и сертифицированы в России соединения муфтами с параллельной и конусной резьбой; соединения арматуры винтового профиля винтовыми муфтами со стопорными гайками; болтовые муфты, которые не нашли широкого применения вследствие ограниченности российского оборудования в этой области и высокой стоимости импортного оборудования и муфт.Кроме того, разнообразие отечественных арматурных сталей по способам заводского изготовления и виду периодического профиля определяет особый подход к использованию муфтовых резьбовых соединений (15,16). Известна прямая зависимость прочностных и деформационных показателей резьбового соединения от длины свинчивания и механических характеристик соединяемых элементов; поставлена задача создания унифицированного типа муфт при использовании для всех широко распространенных классов арматуры периодического профиля (15). При производстве резьбовых муфтовых соединений должна быть обеспечена защита резьбы на подготовленных к стыкованию элементах соединений и собранных соединений от влаги (коррозии). Зарубежные резьбовые соединения разрабатывались применительно к арматурным стержням выпускаемым в этих странах с специфическим периодическим профилем, особенностями технологии выплавки и проката, для своих климатических условий. Непосредственный перенос разработанных за рубежом конструкций резьбовых стыков на отечественную арматурную сталь и для конструкций, работающих в наших температурно-климатических условиях исключен, их применение должно быть в соответствии с конкретными Техническими условиями.
Применение муфтовых обжимных соединений арматуры по опыту российских (18) и зарубежных производителей (7, 8, 9, 10, 11) позволило увеличить производительность труда в 10–15 раз по сравнению с сварными соединениями, значительно уменьшить себестоимость работ.
Российские стандарты (1, 2, 3) на применение механических соединений стержневой арматуры распространяются на опрессованные соединения металлической стержневой арматуры с периодическим профилем железобетонных конструкций зданий и сооружений различного назначения и любой степени ответственности, воспринимающих постоянные, временные и особые нагрузки (взрывные, сейсмические и др.) в климатических районах с расчетной температурой до минус 55°С, в районах с сейсмичностью до 9 баллов.
Правильный выбор соответствующих способов изготовления механических муфтовых соединений арматуры,-гарантия эксплуатационной безопасности в течение проектного срока службы объекта.
Одно из ведущих российских предприятий в области обжимных муфтовых технологий, уже более семи лет, ЗАО «Энерпром» (г. Иркутск).
Выполненные проекты с применением гидравлического оборудования «Энерпром» для механического соединения стержневой арматуры встык опрессовкой муфт:
- Строительство стадиона «Фишт» в г. Сочи
- Строительство моста через бухту Золотой Рог
- Строительство нового вокзала в г.Адлер
- Строительство моста через Москву реку, г. Москва, Зарядье
- Около 43 объектов в России и Р. Казахстан.
Библиография
- СТО НОСТРОЙ 143-2014. «Соединения металлической стержневой арматуры методом механической опрессовки. Правила и контроль выполнения, требования к результатам работ».
- СТО СРО-С 60542960 00011-2012. «Требования к механическим соединениям арматуры железобетонных конструкций, предусмотренных рабочей документацией, при выполнении работ по строительству, реконструкции и капитальному ремонту ОИАЭ».
- ГОСТ 10922-2012 «Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия».
- Рябов А.Б.Опыт применения механических муфтовых соединений арматуры и обоснование эффективности их применения. Санкт-Петербург. 2008.
- ТУ 4842-026-77625325-2009, с изм. №1 от 2011г. Соединения механические опрессованные арматурного проката для железобетонных конструкций. Держатель подлинника ЗАО «Энерпром»
- Протокол испытаний №21 от 27 июля 2009 г «ЦНИИС-ТЕСТ». Испытания на выносливость при растяжении соединений арматуры периодического профиля (Ø 25 и 32 мм), опрессованных с гарантией выносливости (соединения ЗАО «Энерпром»).
- Bar Splice Products, Inc.
- Dextra Manufacturing Co., Ltd.
- CASTL- MBA (BSG coupler system).
- RESEARCH REPORT: R 25011 (CS1 #03 21 00). BASED UPON ICC EVALUATION SERVICE. REPORT NO. ESR—2299. REEVALUATION DUE DATE: August 1, 2018 Issued Date: August 1, 2016 Code: 2014 LABC.BarSplice Products, Inc.
- ICC-ES Evalution Report ESR-2299, July 2015. www. icc-es.org. Report Holder BarSplice Products, Inc.
- Толеугали Н. Д.Санкт-Петербургский политехнический университет Петра Великого. Оценка технологий возведения арматурных каркасов высотных монолитных конструкций // Молодой ученый. — 2015. — №24. — С. 223-227.
- Клименов В.А., Овчинников А.А., Осипов С.П., Устинов А.М., Штейн А.М., Данильсон А.И. Исследование и неразрушающий контроль при разработке новых строительных конструкций. Томский государственный архитектурно-строительный университет. Национальный исследовательский Томский политехнический университет. 2015.
- INVESTIGATION OF THE BEHAVIOR OF OFFSET MECHANICAL SPLICES. UniversityofSouthCarolina, 2005
- Клочанов И.Е. ВЛИЯНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ МУФТОВЫХ СОЕДИНЕНИЙ АРМАТУРЫ // Современные проблемы науки и образования. – 2014. – № 2.
- Дъячков В.В. Свойства и особенности применения в железобетонных конструкциях резьбовых и опрессованных механических соединений: Автореф. дис. канд. техн. наук. – Загорские Дали, 2009. –76 с
- ОАО «Мостотрест». «Федеральный строительный рынок» № 91. Рубрика: Транспортное строительство.30.04.2011
- Российские производители обжимных муфтовых соединений стержневой арматуры: ЗАО «Энерпром», ОАО «Мостотрест», ГК «Промстройконтракт», ООО «Спрут», ООО «Следящие тест-системы», ООО «УК «Уралэнергострой».

Источник