Расчет сварного соединения на растяжение

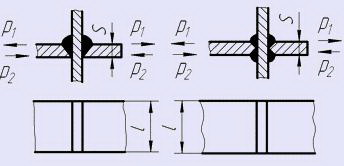
СТЫКОВОЕ СОЕДИНЕНИЕ С ПРЯМЫМ ШВОМ
(рис. 1, а).
Допускаемая сила для соединения при растяжении
Р1 = [σ’p]·L·S ,
то же при сжатии
Р2 = [σ’сж]·L·S ,
где,
[σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
При расчете прочности все виды подготовки кромок в стыковых соединениях принимают равноценными.
СТЫКОВОЕ СОЕДИНЕНИЕ С КОСЫМ ШВОМ
(рис. 1, б).
Допускаемая сила для соединения при растяжении
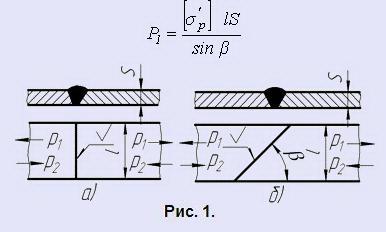
То же при сжатии
При β = 45° — соединение равнопрочно целому сечению.
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ
(рис. 2).
Соединения выполняют угловым швом. В зависимости от напряжения шва относительно направления шва относительно направления действующих сил угловые швы называют лобовыми (см. рис. 2, а), фланговыми (см. рис. 2. б), косыми (см. рис. 2. в) и комбинированными (см. рис. 2, г).
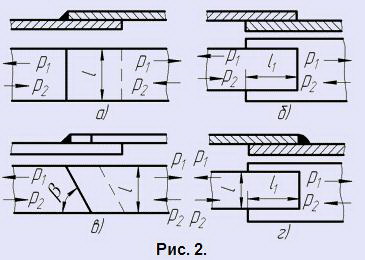
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К — длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность.
Минимальный катет углового шва Кmin принимают равным 3 мм, если толщина металла S >= 3 мм.
Допускаемая сила для соединения
где, [τср] — допускаемое напряжение для сварного шва на срез;
К — катет шва;
L — весь периметр угловых швов;
— для лобовых швов L = l; для фланговых L = 2l1;
— для косых L = l/sinβ;
— для комбинированных L = 2l1 + l.
СОЕДИНЕНИЕ НЕСИММЕТРИЧНЫХ ЭЛЕМЕНТОВ
(рис. 3).
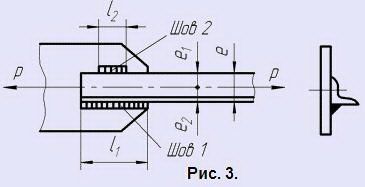
Силы, передаваемые на швы 1 и 2, находят из уравнений статики
Необходимая длина швов
где,
[τ’ср] — допускаемое напряжение для сварного шва на срез;
К — катет шва.
Примечание: Допускается увеличение l2 до размера l1.
ТАВРОВОЕ СОЕДИНЕНИЕ
Наиболее простое в технологическом отношении.
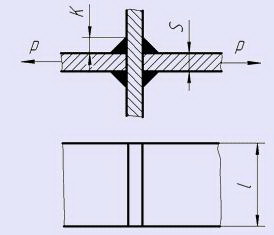
Допускаемая сила для растяжения
Р = 0,7 [τ’ср] KL,
где,
[τ’ср] — допускаемое напряжение для сварного шва на срез;
К — катет шва, который не должен превышать 1,2S (S — наименьшая толщина свариваемых элементов).
Наиболее обеспечивающее лучшую передачу сил.
Допускаемая сила для растяжения
Р1 = [σ’p]·L·S ,
то же при сжатии
Р2 = [σ’сж]·L·S ,
где,
[σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
СОЕДИНЕНИЕ С НАКЛАДКАМИ
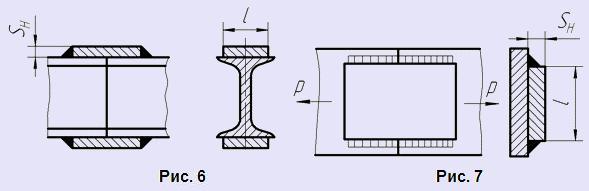
Сечение накладок, обеспечивающее равнопрочность целого сечения (см. рис. 6)
где,
F — сечение основного металла; [σp] — допускаемое напряжение при растяжении основного металла; [σ’p] — допускаемое напряжение для сварного шва при растяжении.
Сечение накладки, обеспечивающее равнопрочность целого сечения (см. рис. 7):
где,
[τ’cp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ С ПРОРЕЗЯМИ
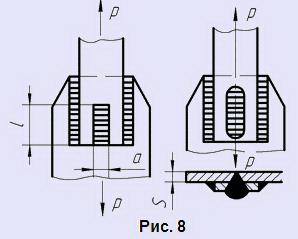
Применяют лишь в случаях, когда угловые швы недостаточны для скрепления.
Рекомендуется a = 2S , l = (10 ÷ 25)S.
Допускаемая сила, действующая на прорезь
Р = [τ’сp]·L·S ,
где,
[τ’сp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ ПРОБОЧНОЕ
Применяют в изделиях, не несущих силовых нагрузок. Пробочную сварку можно применять для соединения листов толщиной от 15 мм.
Если пробочные соединения подвергаются действию срезывающих сил, то напряжение
где,
d — диаметр пробки;
i — число пробок в соединении.
СОЕДИНЕНИЕ СТЫКОВОЕ
ПОД ДЕЙСТВИЕМ ИЗГИБАЮЩЕГО МОМЕНТА
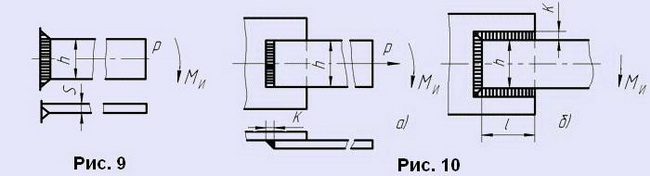
При расчете прочности соединения (см. рис. 9), осуществленного стыковым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, условие прочности
где,
W = Sh²/6;
F = hS.
При расчете прочности соединения (см. рис. 10, а), осуществленного угловым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, расчетные касательные напряжения в шве
где,
Wc = 0,7Kh²/6;
Fc = 0,7Kh.
При расчете прочности соединений (см. рис. 10, б), состоящих из нескольких швов и работающих на изгиб, принимают (для приведенного графически случая), что изгибающий момент Ми уравновешивается парой сил в горизонтальных швах и моментом защемления вертикального шва
Если момент Ми и допускаемое напряжение τ заданы, то из полученного уравнения следует определить l и K, задавшись остальными геометрическими параметрами.
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ ШВОВ
Допускаемые напряжения (табл. 1 и 2) для сварных швов принимают в зависимости:
а) от допускаемых напряжений, принятых для основного металла;
б) от характера действующих нагрузок.
В конструкциях из стали Ст5, подвергающихся воздействию переменных или знакопеременных нагрузок, допускаемые напряжения для основного металла понижают, умножая на коэффициент
где,
σmin и σmax — соответственно минимальное и максимальное напряжения, взятые каждое со своим знаком.
1. Допускаемые напряжения для сварных швов
в машиностроительных конструкциях при постоянной нагрузке
| Сварка | Для стыковых соединений | При срезе [τ’ср] | |
| при растяжении [σ’p] | при сжатии [σ’сж] | ||
| Ручная электродами: Э42……….. Э42 А……. | 0,9[σp] [σp] | [σp] [σp] | 0,6[σp] 0,65[σp] |
| [σp] — допускаемое напряжение при растяжении для основного металла. | |||
2. Допускаемые напряжения в МПа
для металлоконструкций промышленных сооружений
(подкрановые балки, стропильные фермы и т. п.)
| Марка стали | Учитываемые нагрузки | |||||
| основные | основные и дополнительные | |||||
| вызывающие напряжения | ||||||
| растяжения, сжатия, изгиба | среза | смятия (торцового) | растяжения, сжатия, изгиба | среза | смятия (торцового) | |
| Подкрановые балки, стропильные фермы и т.п. | ||||||
| Ст2 Ст3 | 140 160 | 90 100 | 210 240 | 160 180 | 100 110 | 240 270 |
| Металлоконструкции типа крановых ферм | ||||||
| Ст0 и Ст2 Ст3 и Ст4 Ст5 Низколеги- рованная | 120 140 175 210 | 95 110 140 170 | 180 210 260 315 | 145 170 210 250 | 115 135 170 200 | 220 255 315 376 |
Для конструкций из низкоуглеродистых сталей при действии переменных нагрузок рекомендуется принимать коэффициент понижения допускаемых напряжений в основном металле
где,
ν — характеристика цикла, ν = Рmin / Pmax; Рmin и Pmax соответственно наименьшая и наибольшая по абсолютной величине силы в рассматриваемом соединении, взятые каждая со своим знаком;
Ks — эффективный коэффициент концентрации напряжений (табл. 3).
3. Эффективный коэффициент концентрации напряжения Ks
| Расчетное сечение основного металла | Кs |
| Вдали от сварных швов | 1,00 |
| В месте перехода к стыковому или лобовому шву (металл обработан наждачным кругом) | 1,00 |
| В месте перехода к стыковому или лобовому шву (металл обработан строганием) | 1,10 |
| В месте перехода к стыковому шву без механической обработки последнего | 1,40 |
| В месте перехода к лобовому шву без обработки последнего, но с плавным переходом при ручной сварке | 2,00 |
| В месте перехода к лобовому шву при наличии выпуклого валика и небольшого подреза | 3,00 |
| В месте перехода к продольным (фланговым) швам у концов последних | 3,00 |
ПРИМЕРЫ РАСЧЕТА ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
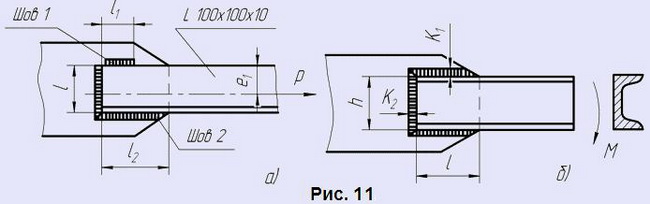
Пример 1. Определить длину швов, прикрепляющих уголок 100x100x10 мм к косынке
(рис. 11. а). Соединение конструируется равнопрочным целому элементу. Материал сталь Ст2. Электроды Э42.
В табл. 2 для стали Ст2 находим допускаемое напряжение [σp] = 140 МПа. Площадь профиля уголка 1920 мм² («Уголки стальные горячекатаные равнополочные» ГОСТ 8509-93).
Расчетная сила в уголке
Р = 140×1920 = 268 800 Н
В данном случае допускаемое напряжение при срезе, согласно табл. 1, в сварном шве
[τcp] = 140×0,6 = 84 МПа.
Требуемая длина швов (при К =10 мм) в нахлесточном соединении согласно расчету к рис. 11а.
Длина лобового шва l = 100 мм: требуемая длина обоих фланговых швов lфл = 458-100 = 358 мм. Так как для данного уголка е1 = 0,7l то длина шва 2 будет l2 — 0,7×358 = 250 мм, длина шва 1 будет l1 = 0,3×358 = 108 мм. Принимаем l2 = 270 мм, l1 = 130 мм.
Пример 2. Определить длину l швов, прикрепляющих швеллер №20а. нагруженный на конце моментом М = 2,4×107 Н·мм (рис. 11. б). Материал сталь Ст2. Электроды Э42.
В табл. 2 для стали Ст2 находим допускаемое напряжение [σp] = 140 МПа. Допускаемое напряжение при срезе, согласно табл. 1, в сварном шве
[τ’cp] = 140×0,6 = 84 МПа.
Момент сопротивления сечения швеллера W = 1,67 x 105 мм³ (из ГОСТа)
Напряжение
σ = 2,4×107 / 1,67×105 = 144 МПа
Катет горизонтальных швов К1 = 10 мм, вертикального К2 = 7,5 мм. Из формулы 1 (см. выше) находим
Принимаем l = 200 мм. При этой длине шва напряжение при изгибе
Полученная величина меньше допускаемой [τ’cp] = 84 МПа.
ЭЛЕКТРОДЫ
Размеры и общие технические требования на покрытые металлические электроды
для ручной дуговой сварки сталей и наплавки поверхностных слоев из сталей и сплавов приведены в ГОСТ 9466-75 или кратко здесь.
Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей (по ГОСТ 9467-75):
Электроды изготовляют следующих типов:
Э38, Э42, Э46 и Э50 — для сварки низкоуглеродистых и низколегированных
конструкционных сталей с временным сопротивлением разрыву до 500 МПа:
Э42А, Э46А и Э50А — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 500 МПа, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60 — для сварки углеродистых и низколегированных конструкционных
сталей с временным сопротивлением разрыву св. 500 до 600 МПа;
Э70, Э85, Э100, Э125, Э150 — для сварки легированных конструкционных сталей
повышенной и высокой прочности с временным сопротивлением разрыву свыше 600 МПа;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2МГ, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Механические свойства металла шва,
наплавленного металла и сварного соединения при нормальной температуре (по ГОСТ 9467-75)
| Типы электродов | Металл шва или наплавленный металл | Сварное соединение, выполненное электродами диаметром менее 3 мм | |||
| Временное сопротивление разрыву σв, МПа (кгс/мм²) | Относительное удлинение δ5, % | Ударная вязкость KCU, Дж/см² (кгс·м/см²) | Временное сопротивление разрыву σв, МПа (кгс/мм²) | Угол загиба, градусы | |
| не менее | |||||
| Э38 | 380 (38) | 14 | 28 (3) | 380 (38) | 60 |
| Э42 | 420 (42) | 18 | 78 (8) | 420 (42) | 150 |
| Э46 | 460 (46) | 18 | 78 (8) | 460(46) | 150 |
| Э50 | 500 (50) | 16 | 69 (7) | 500 (50) | 120 |
| Э42А | 420 (42) | 22 | 148 (15) | 420 (42) | 180 |
| Э46А | 460 (46) | 22 | 138 (14) | 460 (46) | 180 |
| Э50А | 500 (50) | 20 | 129 (13) | 500 (50) | 150 |
| Э55 | 550 (55) | 20 | 118 (12) | 550 (55) | 150 |
| Э60 | 600 (60) | 18 | 98 (10) | 600 (60) | 120 |
| Э70 | 700 (70) | 14 | 59 (6) | — | — |
| Э85 | 850 (85) | 12 | 49 (5) | — | — |
| Э100 | 1000 (100) | 10 | 49 (5) | — | — |
| Э125 | 1250 (125) | 8 | 38 (4) | — | — |
| Э150 | 1500 (150) | 6 | 38 (4) | — | — |
ГОСТ 9467-75 предусматривает также типы электродов и механические свойства наплавленного металла или металла шва для легированных теплоустойчивых сталей.
Электроды покрытые металлические для ручной дуговой наплавки
поверхностных слоев с особыми свойствами (по ГОСТ 10051-75)
| Тип | Марка | Твердость без термообработки после наплавки HRC | Область применения |
| Э-10Г2 Э-11Г3 Э-12Г4 Э-15Г5 Э-30Г2ХМ | ОЗН-250У O3H-300У ОЗН-350У ОЗН-400У НР-70 | 22,0-30,0 29,5-37,0 36,5-42,0 41,5-45,5 32,5-42,5 | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок (осей, валов автосцепок, железнодорожных крестовин, рельсов и др.) |
| Э-65Х11Н3 Э-65Х25Г13Н3 | ОМГ-Н ЦНИИН-4 | 27,0-35,0 25,0-37,0 | Наплавка изношенных деталей из высокомарганцовистых сталей типов Г13 Г13Л |
| Э-95Х7Г5С Э-30Х5В2Г2СМ | 12АН/ЛИВТ ТКЗ-Н | 27,0-34,0 51,0-61,0 | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок с абразивным изнашиванием |
| Э-80Х4С Э-320Х23С2ГТР Э-320Х25С2ГР Э-350Х26Г2Р2СТ | 13КН/ЛИВТ Т-620 Т-590 Х-5 | 57,0-63,0 56,0-63,0 58,0-64,0 59,0-64,0 | Наплавка деталей, работающих в условиях преимущественно абразивного изнашивания |
| Э-300Х28Н4С4 Э-225Х10Г10С Э-110Х14В13Ф2 Э-175Б8Х6СТ | ЦС-1 ЦН-11 ВСН-6 ЦН-16 | 49,0-55,5 41,5-51,5 51,0-56,5 53,0-58,5 | Наплавка деталей, работающих в условиях интенсивного абразивного изнашивания ударными нагрузками |
ГОСТ предусматривает также и другие химический состав, типы и марки электродов.
Сварочные материалы, применяемые для сварки стальных конструкций, должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, предел текучести, относительное удлинение, угол загиба, ударную вязкость) не менее нижнего предела свойств основного металла конструкции.
Свариваемые материалы и применяемые электроды:
— СтЗкп, СтЗкп, СтЗпс, Сталь 08кп, Сталь 10 — Э42, Э42А, Э46;
— Сталь 20 — Э42;
— Сталь 25Л — Э46;
— Сталь 35Л, Сталь 35, Сталь 45, Ст5кп, Ст5пс — Э50А;
— Сталь 20Х, Сталь 40X — Э85;
— Сталь 18ХГТ, Сталь 30ХГСА — Э100;
— АД1, АД1М, АМг6 — Присадочные прутки.
Подробную классификацию покрытых электродов и область применения смотри здесь.
Источник
На чтение 7 мин. Опубликовано 13.08.2020
В производстве металлоконструкций самым надежным методом соединения между собой отдельных деталей является сварка. Прочность сцепления при этом обеспечивается межмолекулярным взаимодействием, возникающим под влиянием высокой температуры. Чтобы стыки (дорожки, швы) готового изделия получились качественными, перед началом работы должны быть правильно выполнены расчеты сварного шва. Точные вычисления нужны для выбора основных и расходных материалов, для понимания того, насколько надежной и монолитной будет конструкция.
Расчет сварного шва на срез производится по общепринятым стандартным формулам.
Какие параметры используются в расчете
В расчете на прочность сварных соединений необходим целый ряд показателей.
Их знание позволяет провести подсчеты с наименьшей погрешностью.
При этом учитывают следующие основные параметры:
- Ry — сопротивление материала изделия с учетом предела текучести; это постоянная величина для каждого металла;
- Ru — сопротивление материала в соответствии с временным сопротивлением; стандартный табличный показатель;
- Rwy — сопротивление с учетом предела текучести;
- N — предельно допустимая нагрузка, которую может выдержать сцепление;
- t — минимальная толщина соединяемых деталей;
- lw — максимальная длина сварного стыка, при вычислении ее уменьшают на 2t;
- gс — коэффициент условий, которые преобладают на рабочем месте; стандартизированный параметр, присутствует в общепринятых таблицах, в частности, в методичках для сварщиков.
Процесс растяжения и сжатия металла вычисляют по формуле:
.
Если при изготовлении изделия свариваются детали из разных металлов, то в формулах используются Ry и Ru для материала с наименьшей прочностью. Аналогично поступают при включении параметров в расчете шва на срез.
При расчете на прочность необходим ряд показателей.
Кроме названных числовых показателей на надежность соединения влияют:
- качество материала изделия;
- правильно подобранные расходные материалы (присадки, электроды);
- режим сварки, в т. ч. полярность и сила тока;
- тщательность обработки заготовок — на кромке стыков не должно быть никаких деформаций и посторонних вкраплений;
- соответствие сварного аппарата требуемой технологии сварки и мощности.
Такие характеристики обязательно берутся во внимание, от каждой из них зависит точность расчета качества сцепления.
Коэффициент прочности шва
Это показатель φ, являющийся отношением между собой прочностей сварной дорожки и основного материала. Его значение нормировано и определяется способом сварки и конструкцией стыка. Он принимается на основании Правил Госгортехнадзора и отражается в приложениях ГОСТов Р52857.1-2007, 14249-89 и 34233.1-2017.
Таблица 1. Коэффициенты прочности сварочных швов
| Тип сварного соединения | Значение φ | |
| Контролируемый участок от общей протяженности шва: | ||
| 100% | 10-50 % | |
| Стыковое одностороннее, выполненное ручной сваркой | 0,9 | 0,65 |
| Тавровое, с конструктивно предусмотренным зазором между деталями | 0,8 | 0,65 |
| Встык одностороннее, производимое с подкладкой из флюса или керамики, автоматической или полуавтоматической сваркой | 0,9 | 0,8 |
| Втавр или встык со сплошным двусторонним проваром, выполняемый автоматикой или полуавтоматикой | 1,0 | 0,9 |
| Стыковое с подвариванием корня шва или тавровый со сплошным проваром с 2 сторон, выполненные ручной сваркой | 1,0 | 0,9 |
| Одностороннее встык, во время сварки имеет со стороны корня шва металлическую подкладку, прилегающую к основному материалу по всей длине шва | 0,9 | 0,8 |
Коэффициент прочности для дорожек, паянных мягкими и твердыми припоями с использованием аппаратов из цветных металлов, составляет 0,7 для композиционной пайки, 1 — для однородной.
Используемые формулы
Есть много формул, по которым производят расчеты для создания качественных сварных дорожек. В них используются показатели, определяемые не только типом шва, но и видом и толщиной основного материала, площадью и расположением стыкуемых деталей, предельными нагрузками, эксплуатационной температурой изделия и др. Уравнения для отдельных разновидностей сварных швов различаются.
Есть много формул, по которым производят расчеты.
Расчет прочности швов на выпуклых поверхностях
В производстве сосудов — труб различных емкостей — применяются стыковые сварные соединения. Сюда относятся швы на выпуклых днищах (меридиональные и хордовые) и на обечайках (продольные). Принятые стандарты и методы расчета на прочность таких изделий отражены в ГОСТ 34233.11-2017. Расчет сварного соединения выпуклой поверхности зависит от ряда показателей — марки и толщины стали, из которой изготавливается сосуд, внутреннего и внешнего давления на стенки, типа нагрузки и т. д.
Уравнение расчета допускаемого напряжения (измеряется в МПа) на примере цилиндрической обечайки для сосуда, работающего при однократных статических нагрузках и выполненного из низколегированной или углеродистой стали:
Данная формула применима только для сосудов из пластичных материалов в условиях использования металлов.
Зависимость от типа сварочного шва
Существует несколько вариантов сцепления металлических элементов в единую конструкцию. По расположению соединяемых деталей различают следующие виды сварных швов:
- Стыковой — наиболее рациональный, т. к. концентрация напряжения в шве при таком методе минимальна. Свариваются торцы деталей, в результате одна часть изделия продолжает другую.
- Угловой — соединяемые элементы располагаются перпендикулярно друг другу. Прочность здесь во многом зависит от верно рассчитанного предельного усилия.
- Тавровый — похож на угловой с той лишь разницей, что детали свариваются торцами. Такая дорожка прочная, экономичная и простая в выполнении.
- Нахлесточный — края сцепляемых деталей несколько находят друг на друга. Такой тип позволяет укрепить соединение и применяется там, где нужно сварить металл толщиной не более 5 мм.
Для каждого из названных типов расчет производится по индивидуальной формуле.
Прежде чем начинать вычисление прочности будущего сцепления, нужно рассчитать площадь его поперечного сечения. Для этого длину сварного соединения умножают на его толщину.
Соединение листов внахлест
Для расчета напряжения среза используют формулу:
,
где:
- P — нагрузка на шов, Н;
- [τ]’ср — допускаемое напряжение на срез, Па;
- 0,7k — толщина шва в наиболее опасном сечении, см;
- l — длина сварной дорожки, мм.
При соединении внахлест разделка кромок не требуется.
Из выражения понятно, что полученное напряжение на срез должно получиться меньше максимально допустимого.
Значение нагрузки P таково:
.
При расчете учитывают минимальную площадь сечения сварной дорожки в поперечнике. Это связано с тем, что сварочные материалы по прочности могут превышать основной металл.
Угловые конструкции
Такие соединения рассчитываются на основании их поперечного сечения, причем наименьшего, т. е. в наиболее опасном месте дорожки. Показатель устойчивости простого углового шва на изгиб, когда он нагружен лишь моментом M, вычисляется так:
,
где:
- Wc — момент сопротивления опасного сечения дорожки (шва);
- M — изгибающий момент.
Угловые конструкции рассчитываются на основании их поперечного сечения.
А напряжение простого углового соединения на срез запишется таким образом:
,
где:
- M — нагружающий момент на срез;
- Fc = 0,7kl — площадь сечения дорожки в опасном месте, мм²;
- P — допустимая нагрузка на дорожку.
При расчете угловых сварных швов на срез применяется общепринятое выражение:
,
где:
- N — максимальная нагрузка, давящая на линию сцепления;
- с — коэффициент условий рабочей среды, значение указано в стандартизированных таблицах;
- ßf, ßz — постоянные величины, не зависящие от марки металла, ßz = 1, ßf = 0,7;
- Rwf — сопротивление срезу, табличная величина для разных материалов;
- Rwz — сопротивление на линии стыка; стандартные, постоянные табличные величины;
- kf — толщина дорожки, измеряется по линии сплавления;
- Ywf — для стыка материала с сопротивлением 4200 кгс/см² составляет 0,85;
- Ywz — 0,85 для всех марок стали;
- lw — общая длина стыка, уменьшенная на 10 мм.
В определении длины сварочного сцепления на отрыв обязательно учитывают силу, направленную к центру тяжести. При этом площадь сечения выбирают в самом опасном месте дорожки, т. е. наименьшую.
Тавровые швы
Условие прочности сцепления втавр, выполненного встык и работающего на растяжение Р и момент M, выглядит так:
.
Формула для такого же, но не стыкового, а углового шва:
.
Тавровые швы могут быть односторонними и двусторонними.
Если тавровое соединение будет нагружено изгибом и крутящим моментом, то применяется уравнение:
.
Крутящая и изгибающая сила соответственно определяются следующими формулами:
и
.
Сварка на стыке
Расчет шва встык, который будет работать на сжатие либо на растяжение, выполняется по уравнению:
,
где:
- l — длина сварочной дорожки, мм;
- P — нагрузка, действующая на стык, Н;
- s — толщина соединяемых деталей, мм;
- [σ]’ р1сж1 — допускаемое для сцепления напряжение на растяжение либо сжатие, Па.
Допустимая действующая нагрузка P составит:
.
Стыковое сцепление, работающее на изгиб, рассчитывается по формуле:
,
где:
- М — это изгибающий момент, Н/мм;
- Wc — момент сопротивления расчетного сечения.
Если напряжение шва возникает и от изгиба М, и от сжатия либо растяжения Р, то оно определяется уравнением:
.
Источник