Допустимое напряжение на растяжение сварного шва проволока 08г2с

Проволока СВ08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение — наплавка при аргонодуговой сварке.
При проведении сварки используется расходный материал в виде сварочной проволоки, необходимой для создания прочного сварного соединения. Качество полученного шва во многом зависит от ее характеристик. Благодаря входящим легирующим элементам одним из наиболее востребованных подобных изделий является сварочная проволока св08г2с, которая применяется во многих видах сварки.
Характеристики и назначение проволоки
Проволока СВ08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение этой продукции заключается в использовании в качестве наплавки при выполнении аргонодуговой сварки, а также для изготовления плавящихся электродов для присадки при сварке.
Ее аббревиатура расшифровывается так:
СВ — обозначает назначение для сварки;
08 — количество углерода в процентах (С=0,08%);
Г — наличие в составе марганца;
2 — количество марганца в процентах.
С — наличие в составе кремния, не более 1%.
Виды продукции и химические элементы в составе
Производят проволоку в двух видах: с покрытием медным слоем (в обозначении добавляется в конце О, что значит «омедненная») и без применения покрытия.
Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм.
Непокрытые изделия имеют сечение в диапазоне от 0,6 до 6,0 мм.
В состав продукции в соответствии с нормативной документацией должны входить:
С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S< 0,025 %; Р< 0,03 %; Cu < 0,25 %.
Общее содержание меди для проволоки с покрытием не более 0,3% (с учетом покрытия медью, толщиной не менее 0,1 мкм).
В состав также может входить не более 0,25% никеля и не больше 0,2% хрома.
Под заказ проволока может легироваться также другими элементами в небольших количествах. Это могут быть ванадий, молибден, титан.
Требования к условиям поставки
Поставка изделий с согласия потребителей осуществляется в катушках или кассетах весом 5 кг или 15 кг. Намотка проволоки должна представлять непрерывную нить, уложенную плотными рядами, не допускающими ее произвольного разматывания во время транспортировки.
Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки, весом по 80 или 250 кг.
Допускается термическая обработка поставленной проволоки для улучшения ее свойств, если по стандартной технологии изготовления это не было предусмотрено.
Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
Механические характеристики
- Изделия после изготовления обязательно проходят проверку на разрыв.
Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2):
- для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135;
- для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов);
- для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов);
- для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
- Показатель относительного удлинения не менее 30%.
- Значение предела текучести в МПа — в интервале от 415 до 440.
- Показатель ударной вязкости, (Дж/см2): при 40оС равен 56, при 20оС — 69.
Область применения
Проволока св08г2с используется для сварки углеродистых и низкоуглеродистых марок сталей, которые имеют широкое назначение. Они применяются в машиностроительной отрасли, кораблестроении, а также в строительстве, при ремонте различных изделий из углеродистых сталей.
Особенно востребованной является проволока с медным покрытием. Такое покрытие значительно увеличивает проводимость тока за счет уменьшения контактного сопротивления. Это дает возможность поддерживать равномерную дугу сварки и повышать качество сварного шва за счет отсутствия окисления.
Благодаря производству разных по диаметру изделий, можно подобрать нужное сечение проволоки для сварки как тонких деталей, так и конструкций больших размеров. Например, сечение 2 мм часто применяется при ремонте небольших металлических предметов и является самым востребованным в быту. Продукция, сечением до 6 мм, применяется преимущественно в машиностроительной области для сварки конструкций.
Проволока сварочная омедненная св08г2с применяется:
- В качестве соединяющего материала при проведении аргонодуговой сварки с использованием полуавтоматических сварочных аппаратов, а также при ручной сварке в среде аргона или его смеси с углекислым газом. Проволоку вводят в область сварного соединения, где она под действием пламени горелки расплавляется, а после отвердевания образует единое целое с металлом соединяемых деталей. Для проведения аргонодуговой сварки применяются неплавящиеся вольфрамовые электроды.
- В качестве присадки для образования флюса при выполнении ванной сварки. При расплавлении проволоки и сварных торцов металла, поднявшиеся вверх шлаки после остывания расплава образуют защитную пленку и предохраняют область шва от окисления. Кроме того, с помощью сварочной проволоки можно добиться за счет дополнительного легирования улучшения сварного шва.
Показатель коэффициента наплавки св08г2с
При проведении сварки успех работы и ее скорость во многом зависит от показателя коэффициента наплавки проволоки. Он обозначает количество наплава металла за единицу времени при заданной величине силы тока. Для св08г2с он бывает не менее 8,5 г/А*ч и зависит от состава химических элементов проволоки, ее типа (омедненная или без покрытия), а также характера тока при выполнении работ (постоянный или переменный, в этом случае важна его полярность).
Показатель наплавления проволоки влияет на скорость проведения сварки, потери плавящегося электрода при испарении (показатель испарения), разбрызгивание расплава, а также на окисление сплава.
Величина коэффициента расплавления соединяемого металла также зависит от этого показателя. А это влияет на качество сварного шва и его прочности.
Отличительные особенности
Проволока св08г2с отличается от других расходных продуктов сварки своими преимуществами:
- она обеспечивает устойчивость сварочной дуги и исключает возможность «залипания» электрода;
- может применяться в большом диапазоне сварочных режимов;
- хорошо подходит для работы с любым классом сварочных аппаратов;
- обеспечивает незначительное разбрызгивание расплава в газовой среде;
- позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги;
- обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом.
Заключение
При изготовлении проволоки св08г2с применяются высокие требования стандарта. Поэтому она отличается своими хорошими эксплуатационными качествами и может использоваться в широком диапазоне различных видов сварки. Однако, при выборе конкретной марки изделия нужно учитывать совместимость проволоки с характеристиками свариваемых металлов: плавиться они должны при одинаковой температуре и иметь одинаковые характеристики прочности, а состав входящих в металл проволоки элементов должен повышать легирование соединяемых металлических частей.
Поиск записей с помощью фильтра:
Источник
СОЕДИНЕНИЕ ДЕТАЛЕЙ И УЗЛОВ МАШИН
Общая характеристика соединений
В машиностроении сопряженные элементы сборочных единиц, которые фиксируются от относительного перемещения с помощью других деталей(винтов, штифтов, шпонок и др.) или с применением специальных технологических операций( сварка, пайка, загиб и др.) называются соединениями.
Соединения по принципу возможности разборки подразделяют на неразъемные, которые нельзя разобрать без разрушения или повреждения, и разъемные, позволяющие повторную разборку и сборку.
К неразъемным соединениям относятся:
а) сварные, паяные, клеевые – неразъемность соединения осуществляется за счет сил молекулярно-механического сцепления;
б) клепаные, соединения с натягом, вальцованные – неразъемность достигается механическими средствами.
К разъемным соединениям относятся: резьбовые, клиновые, штифтовые, шпоночные, шлицевые и профильные соединения.
Разъемные соединения выполняются как неподвижными, так и подвижными.
Детали соединений образуют наиболее распространенный класс деталей машин; их работоспособность наиболее часто, как показывает практика, определяет надежность работы конструкций.
Неразъемные соединения
Сварные соединения
Общая характеристика
Это наиболее распространенный вид неразъемных соединений.
Различают три класса сварки – термический, механический и термомеханический. На практике применяют свыше 60 способов сварки. Самое широкое распространение получила электрическая дуговая сварка. Ею хорошо свариваются низко и среднеуглеродистые стали. Различают следующие типы дуговой сварки:
– автоматическая сварка под флюсом;
– механизированная сварка под флюсом;
– ручная сварка.
При ручной сварке шов образуется главным образом за счет металла электрода, а при автоматической и механизированной – в основном за счет расплавления основного металла.
Для электродуговой сварки конструкционных сталей применяют электроды марки Э42, Э42А, Э46, Э46А, Э50, Э50А и др. Число после буквы «Э» умноженное на 10 обозначает минимальную величину временного сопротивления (МПа) металла шва. Буква «А» обозначает повышенное качество электрода.
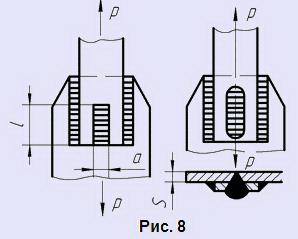
В зависимости от расположения свариваемых деталей различают следующие виды соединений: стыковые (рис.1.1), нахлесточные (рис.1.2), тавровые (рис.1.3).
Рис.1.1 – Стыковые швы
а) односторонний без скоса кромок; б) односторонний со скосом кромок;
в) двусторонний с двумя симметричными скосами одной кромки;
г) двусторонний с двумя симметричными скосами двух кромок.
Рис.1.2 – Нахлесточные соединения угловыми швами
а) лобовыми; б) фланговыми; в) комбинированными.
Рис.1.3 – Тавровые соединения
а), б) – швы с глубоким проплавлением; в) угловой шов.
К достоинствам сварных соединений относятся:
– герметичность и плотность соединений;
– возможность автоматизации сварочного процесса;
– невысокая стоимость соединений вследствие простоты конструкции сварного шва и малой трудоемкости (стоимость сварной конструкции в 1,5…2 раза ниже стоимости литой);
– возможность получения изделий больших размеров.
К недостаткам сварных соединений относятся:
– местный нагрев в зоне сварного шва вызывает изменение механических свойств материала свариваемых деталей;
– невысокая прочность при переменных режимах работы (сварной шов является концентратором напряжений);
– невысокое качество сварного шва ручной сварки (непровары, шлаковые включения, трещины);
– трудность контроля качества сварного шва.
Расчет сварных соединений
Исходным условием проектирования сварных соединений является равнопрочность шва и соединяемых деталей изделия.
Стыковые соединения могут разрушаться по шву, месту сплавления металла шва с металлом детали, сечению самой детали в зоне термического влияния, т.е. прилегающему к шву детали участка, в котором в результате нагревания при сварке изменяются механические свойства металла.
Сварные стыковые швы рассчитывают как целое сечение основного металла, но по допускаемому напряжению, определенному для сварного соединения в зависимости от назначения условий работы.
При автоматической сварке в зависимости от толщины δ детали сварку выполняют односторонним или двусторонним швами. При толщине δ ≤ 15 мм сварку выполняют без специальной подготовки кромки. При ручной сварке без подготовки кромок сваривают листы толщиной до 8…10 мм.
Расчет стыкового соединения выполняют по размерам сечения детали в зоне термического влияния (рис.1.4).
Рис.1.4 – Стыковое соединение, нагруженное растягивающей силой
Условие прочности при нагружении растягивающей (поперечной) силой F в виде полосы:
где А – площадь сварного шва, мм2;
– ширина листа (длина сварного шва), мм;
δ – толщина шва, принимают равной толщине свариваемых деталей, мм;
– допускаемое напряжение растяжения материала шва, МПа.
Допускаемое напряжение для расчета сварных соединений принимают по механическим характеристикам материала в зоне влияния сварного шва и отмечают знаком в отличие от допускаемых напряжений основного металла
В стыковом соединении, нагруженном изгибающим моментом М (рис.1.5), определяют напряжение изгиба:
где – момент сопротивления изгибу, мм3; δ – толщина сварных листов, мм; – длина шва, ( равна ширине свариваемых листов )мм;
М – изгибающий момент, Нм; – допускаемое напряжение при изгибе для материала шва, МПа.
Рис.1.5 – Стыковое соединение, Рис.1.6 – Стыковое соединение,
нагруженное моментом нагруженное сдвигающей силой
При действии продольной силы (вдоль шва) шов рассчитывается на срез (рис.1. 6).
где =b-2c – расчетная длина шва, мм;
b – ширина свариваемых листов, мм;
с – поправка на непровар в начале и конце шва;
δ – толщина сварных листов, мм;
– расчетное и допускаемое напряжения при срезе для шва, МПа.
Нахлесточные соединения выполняются с помощью угловых швов. В зависимости от формы поперечного сечения различают угловые швы: нормальные–а); вогнутые–б); выпуклые–в) (рис.1.7). На практике наиболее распространены швы нормальные.
Рис.1.7 – Виды угловых швов
Основные геометрические характеристики углового шва – катет k и высота h (рис.1.7); для нормального шва h=ksin450 0,7k. По условиям технологии рекомендуют принимать k 3 мм, если толщина листа 3 мм. Как правило
k = Для обеспечения равномерного распределения напряжения длина шва ограничивается 30мм
В зависимости от расположения различают швы лобовые, фланговые и косые. Лобовой шов расположен перпендикулярно, а фланговый – параллельно линии действия нагружающей силы (рис.1.2).
Угловой шов при нагружении испытывает сложное напряженное состояние. Поэтому для простоты расчета шов условно рассчитывают на срез под действием средних касательных напряжений . Например, условие прочности для флангового шва (рис. 1.2) можно выразить:
где 2 – число швов; h – рабочая высота сварного шва(h = 0,7k).
Применяются также комбинированные швы, состоящие из фланговых и лобовых (рис.1. 2).
Для упрощения расчета считают, что сила F растяжения нагружает швы равномерно. В этом случае уравнение прочности будет иметь вид:
где L=2 +b – периметр комбинированного шва, мм; h – высота шва, мм.
Простое нагружение сварных соединений случается в практике сравнительно редко. Значительно чаще элементы и швы сварных конструкций работают на сложное сопротивление. Для стыковых швов в этом случае расчетные формулы остаются теми же, что и для основного металла, т.е. условие прочности будет
где – приведенное напряжение, определяемое в расчетном сечении по пятой или первой теории прочности, МПа;
– допускаемое напряжение при растяжении или сжатии для материала стыкового шва, МПа.
Тавровые соединения.
Рассмотрим тавровое соединение, нагруженное сочетанием сил и моментов (рис.1. 8).
Рис.1. 8 – Тавровое соединение, нагруженное комбинацией сил и моментов
При расчете все внешние нагрузки приводят к центру масс сварного шва. В общем случае соединение может быть нагружено моментом М, растягивающей F и сдвигающей Q силами. При определении напряжений используют принцип независимости действия сил с последующим суммированием напряжений от каждого силового фактора. Метод расчета в этом случае зависит от типа шва:
а) Расчет соединения со швами глубокого проплавления (рис.1.3, а, б). В этом случае рассчитывают на прочность основной металл в зоне термического влияния. Наиболее опасной является точка 1 (рис.1.8), в которой суммируются напряжения: нормальные (растяжения и изгиба ) и касательные( ).
Эквивалентное напряжение в точке 1 определится как:
б) Расчет соединения с обычным угловым швом (рис.1.3, в). В этом случае касательные напряжения в биссектральной плоскости шва возникают от всех силовых факторов. Наиболее опасной точкой является точка 1.
Касательные напряжения при наличии n швов:
– от момента М
где W – момент сопротивления изгибу, мм3.
– от силы F
– от силы Q
где n – число швов, h – высота шва, – рабочая длина шва, мм.
Полное напряжение в точке 1 находят геометрическим суммированием с учетом того, что вектор составляет с вектором угол 900.
Допускаемые напряжения для сварных швов.
Допускаемые напряжения для сварных швов при статической нагрузке определяют по табл.1.1 в зависимости от допускаемого напряжения основного металла при растяжении:
=
где – предел текучести основного металла (табл.1.2), S – коэффициент запаса прочности (S=1,3…1,6 – для низкоуглеродистой стали, S=1,5…1,7 – для низколегированной стали).
Таблица 1.1
Допускаемые напряжения для сварных соединений деталей из низкоуглеродистых и низколегированных сталей, полученных электродуговой сваркой
Примечания: , –допускаемые напряжения сварного шва, МПа;
– допускаемое напряжение растяжения материала свариваемых деталей (основного металла), МПа.
Таблица 1.2
Механические характеристики некоторых марок сталей
| Марка стали | Ст2 | Ст3 | Ст4 | Ст5 |
| Предел текучести , МПа |
Дата добавления: 2016-03-26; просмотров: 9319 | Нарушение авторских прав | Изречения для студентов
Читайте также:
Рекомендуемый контект:
Поиск на сайте:
© 2015-2020 lektsii.org — Контакты — Последнее добавление
Источник
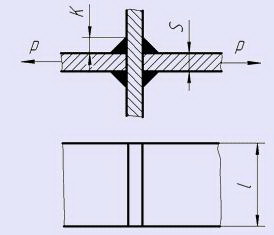
СТЫКОВОЕ СОЕДИНЕНИЕ С ПРЯМЫМ ШВОМ
(рис. 1, а).
Допускаемая сила для соединения при растяжении
Р1 = [σ’p]·L·S ,
то же при сжатии
Р2 = [σ’сж]·L·S ,
где,
[σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
При расчете прочности все виды подготовки кромок в стыковых соединениях принимают равноценными.
СТЫКОВОЕ СОЕДИНЕНИЕ С КОСЫМ ШВОМ
(рис. 1, б).
Допускаемая сила для соединения при растяжении
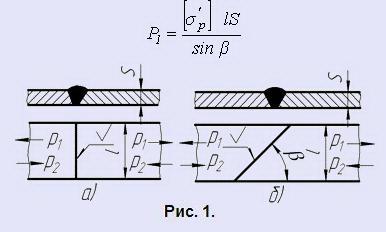
То же при сжатии
При β = 45° — соединение равнопрочно целому сечению.
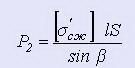
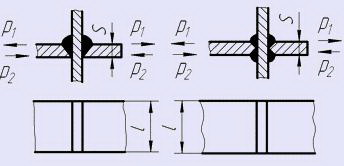
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ
(рис. 2).
Соединения выполняют угловым швом. В зависимости от напряжения шва относительно направления шва относительно направления действующих сил угловые швы называют лобовыми (см. рис. 2, а), фланговыми (см. рис. 2. б), косыми (см. рис. 2. в) и комбинированными (см. рис. 2, г).
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К — длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность.
Минимальный катет углового шва Кmin принимают равным 3 мм, если толщина металла S >= 3 мм.
Допускаемая сила для соединения
где, [τср] — допускаемое напряжение для сварного шва на срез;
К — катет шва;
L — весь периметр угловых швов;
— для лобовых швов L = l; для фланговых L = 2l1;
— для косых L = l/sinβ;
— для комбинированных L = 2l1 + l.
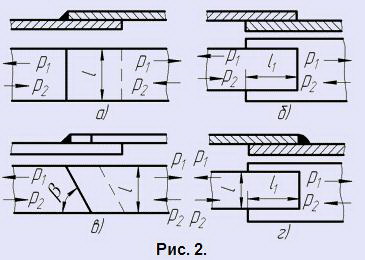
СОЕДИНЕНИЕ НЕСИММЕТРИЧНЫХ ЭЛЕМЕНТОВ
(рис. 3).
Силы, передаваемые на швы 1 и 2, находят из уравнений статики
Необходимая длина швов
где,
[τ’ср] — допускаемое напряжение для сварного шва на срез;
К — катет шва.
Примечание: Допускается увеличение l2 до размера l1.
ТАВРОВОЕ СОЕДИНЕНИЕ
Наиболее простое в технологическом отношении.
Допускаемая сила для растяжения
Р = 0,7 [τ’ср] KL,
где,
[τ’ср] — допускаемое напряжение для сварного шва на срез;
К — катет шва, который не должен превышать 1,2S (S — наименьшая толщина свариваемых элементов).
Наиболее обеспечивающее лучшую передачу сил.
Допускаемая сила для растяжения
Р1 = [σ’p]·L·S ,
то же при сжатии
Р2 = [σ’сж]·L·S ,
где,
[σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
СОЕДИНЕНИЕ С НАКЛАДКАМИ
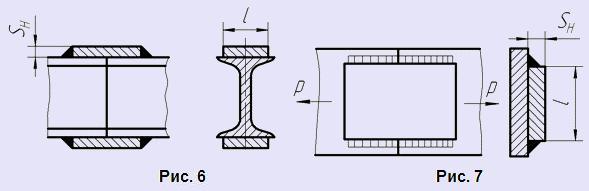
Сечение накладок, обеспечивающее равнопрочность целого сечения (см. рис. 6)
где,
F — сечение основного металла; [σp] — допускаемое напряжение при растяжении основного металла; [σ’p] — допускаемое напряжение для сварного шва при растяжении.
Сечение накладки, обеспечивающее равнопрочность целого сечения (см. рис. 7):
где,
[τ’cp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ С ПРОРЕЗЯМИ
Применяют лишь в случаях, когда угловые швы недостаточны для скрепления.
Рекомендуется a = 2S , l = (10 ÷ 25)S.
Допускаемая сила, действующая на прорезь
Р = [τ’сp]·L·S ,
где,
[τ’сp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ ПРОБОЧНОЕ
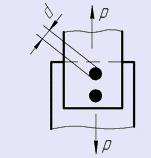
Применяют в изделиях, не несущих силовых нагрузок. Пробочную сварку можно применять для соединения листов толщиной от 15 мм.
Если пробочные соединения подвергаются действию срезывающих сил, то напряжение
где,
d — диаметр пробки;
i — число пробок в соединении.
СОЕДИНЕНИЕ СТЫКОВОЕ
ПОД ДЕЙСТВИЕМ ИЗГИБАЮЩЕГО МОМЕНТА
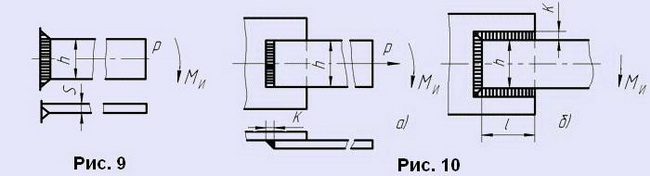
При расчете прочности соединения (см. рис. 9), осуществленного стыковым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, условие прочности
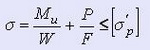
где,
W = Sh²/6;
F = hS.
При расчете прочности соединения (см. рис. 10, а), осуществленного угловым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, расчетные касательные напряжения в шве
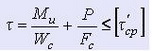
где,
Wc = 0,7Kh²/6;
Fc = 0,7Kh.
При расчете прочности соединений (см. рис. 10, б), состоящих из нескольких швов и работающих на изгиб, принимают (для приведенного графически случая), что изгибающий момент Ми уравновешивается парой сил в горизонтальных швах и моментом защемления вертикального шва
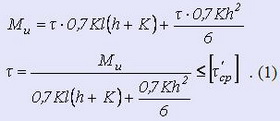
Если момент Ми и допускаемое напряжение τ заданы, то из полученного уравнения следует определить l и K, задавшись остальными геометрическими параметрами.
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ ШВОВ
Допускаемые напряжения (табл. 1 и 2) для сварных швов принимают в зависимости:
а) от допускаемых напряжений, принятых для основного металла;
б) от характера действующих нагрузок.
В конструкциях из стали Ст5, подвергающихся воздействию переменных или знакопеременных нагрузок, допускаемые напряжения для основного металла понижают, умножая на коэффициент
где,
σmin и σmax — соответственно минимальное и максимальное напряжения, взятые каждое со своим знаком.
1. Допускаемые напряжения для сварных швов
в машиностроительных конструкциях при постоянной нагрузке
| Сварка | Для стыковых соединений | При срезе [τ’ср] | |
| при растяжении [σ’p] | при сжатии [σ’сж] | ||
| Ручная электродами: Э42……….. Э42 А……. | 0,9[σp] [σp] | [σp] [σp] | 0,6[σp] 0,65[σp] |
| [σp] — допускаемое напряжение при растяжении для основного металла. | |||
2. Допускаемые напряжения в МПа
для металлоконструкций промышленных сооружений
(подкрановые балки, стропильные фермы и т. п.)
| Марка стали | Учитываемые нагрузки | |||||
| основные | основные и дополнительные | |||||
| вызывающие напряжения | ||||||
| растяжения, сжатия, изгиба | среза | смятия (торцового) | растяжения, сжатия, изгиба | среза | смятия (торцового) | |
| Подкрановые балки, стропильные фермы и т.п. | ||||||
| Ст2 Ст3 | 140 160 | 90 100 | 210 240 | 160 180 | 100 110 | 240 270 |
| Металлоконструкции типа крановых ферм | ||||||
| Ст0 и Ст2 Ст3 и Ст4 Ст5 Низколеги- рованная | 120 140 175 210 | 95 110 140 170 | 180 210 260 315 | 145 170 210 250 | 115 135 170 200 | 220 255 315 376 |
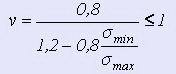
Для конструкций из низкоуглеродистых сталей при действии переменных нагрузок рекомендуется принимать коэффициент понижения допускаемых напряжений в основном металле

где,
ν — характеристика цикла, ν = Рmin / Pmax; Рmin и Pmax соответственно наименьшая и наибольшая по абсолютной величине силы в рассматриваемом соединении, взятые каждая со своим знаком;
Ks — эффективный коэффициент концентрации напряжений (табл. 3).
3. Эффективный коэффициент концентрации напряжения Ks
| Расчетное сечение основного металла | Кs |
| Вдали от сварных швов | 1,00 |
| В месте перехода к стыковому или лобовому шву (металл обработан наждачным кругом) | 1,00 |
| В месте перехода к стыковому или лобовому шву (металл обработан строганием) | 1,10 |
| В месте перехода к стыковому шву без механической обработки последнего | 1,40 |
| В месте перехода к лобовому шву без обработки последнего, но с плавным переходом при ручной сварке | 2,00 |
| В месте перехода к лобовому шву при наличии выпуклого валика и небольшого подреза | 3,00 |
| В месте перехода к продольным (фланговым) швам у концов последних | 3,00 |
ПРИМЕРЫ РАСЧЕТА ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
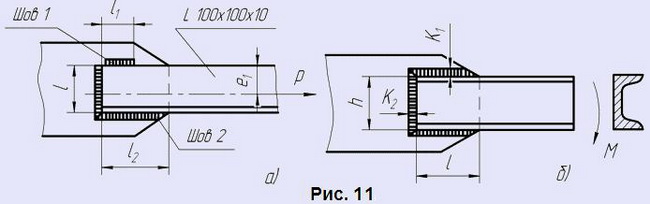
Пример 1. Определить длину швов, прикрепляющих уголок 100x100x10 мм к косынке
(рис. 11. а). Соединение конструируется равнопрочным целому элементу. Материал сталь Ст2. Электроды Э42.
В табл. 2 для стали Ст2 находим допускаемое напряжение [σp] = 140 МПа. Площадь профиля уголка 1920 мм² («Уголки стальные горячекатаные равнополочные» ГОСТ 8509-93).
Расчетная сила в уголке
Р = 140×1920 = 268 800 Н
В данном случае допускаемое напряжение при срезе, согласно табл. 1, в сварном шве
[τcp] = 140×0,6 = 84 МПа.
Требуемая длина швов (при К =10 мм) в нахлесточном соединении согласно расчету к рис. 11а.
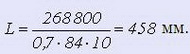
Длина лобового шва l = 100 мм: требуемая длина обоих фланговых швов lфл = 458-100 = 358 мм. Так как для данного уголка е1 = 0,7l то длина шва 2 будет l2 — 0,7×358 = 250 мм, длина шва 1 будет l1 = 0,3×358 = 108 мм. Принимаем l2 = 270 мм, l1 = 130 мм.
Пример 2. Определить длину l швов, прикрепляющих швеллер №20а. нагруженный на конце моментом М = 2,4×107 Н·мм (рис. 11. б). Материал сталь Ст2. Электроды Э42.
В табл. 2 для стали Ст2 находим допускаемое напряжение [σp] = 140 МПа. Допускаемое напряжение при срезе, согласно табл. 1, в сварном шве
[τ’cp] = 140×0,6 = 84 МПа.
Момент сопротивления сечения швеллера W = 1,67 x 105 мм³ (из ГОСТа)
Напряжение
σ = 2,4×107 / 1,67×105 = 144 МПа
Катет горизонтальных швов К1 = 10 мм, вертикального К2 = 7,5 мм. Из формулы 1 (см. выше) находим
Принимаем l = 200 мм. При этой длине шва напряжение при изгибе
Полученная величина меньше допускаемой [τ’cp] = 84 МПа.
ЭЛЕКТРОДЫ
Размеры и общие технические требования на покрытые металлические электроды
для ручной дуговой сварки сталей и наплавки поверхностных слоев из сталей и сплавов приведены в ГОСТ 9466-75 или кратко здесь.
Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей (по ГОСТ 9467-75):
Электроды изготовляют следующих типов:
Э38, Э42, Э46 и Э50 — для сварки низкоуглеродистых и низколегированных
конструкционных сталей с временным сопротивлением разрыву до 500 МПа:
Э42А, Э46А и Э50А — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 500 МПа, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60 — для сварки углеродистых и низколегированных конструкционных
сталей с временным сопротивлением разрыву св. 500 до 600 МПа;
Э70, Э85, Э100, Э125, Э150 — для сварки легированных конструкционных сталей
повышенной и высокой прочности с временным сопротивлением разрыву свыше 600 МПа;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2МГ, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Механические свойства металла шва,
наплавленного металла и сварного соединения при нормальной температуре (по ГОСТ 9467-75)
| Типы электродов | Металл шва или наплавленный металл | Сварное соединение, выполненное электродами диаметром менее 3 мм | |||
| Временное сопротивление разрыву σв, МПа (кгс/мм²) | Относительное удлинение δ5, % | Ударная вязкость KCU, Дж/см² (кгс·м/см²) | Временное сопротивление разрыву σв, МПа (кгс/мм²) | Угол загиба, градусы | |
| не менее | |||||
| Э38 | 380 (38) | 14 | 28 (3) | 380 (38) | 60 |
| Э42 | 420 (42) | 18 | 78 (8) | 420 (42) | 150 |
| Э46 | 460 (46) | 18 | 78 (8) | 460(46) | 150 |
| Э50 | 500 (50) | 16 | 69 (7) | 500 (50) | 120 |
| Э42А | 420 (42) | 22 | 148 (15) | 420 (42) | 180 |
| Э46А | 460 (46) | 22 | 138 (14) | 460 (46) | 180 |
| Э50А | 500 (50) | 20 | 129 (13) | 500 (50) | 150 |
| Э55 | 550 (55) | 20 | 118 (12) | 550 (55) | 150 |
| Э60 | 600 (60) | 18 | 98 (10) | 600 (60) | 120 |
| Э70 | 700 (70) | 14 | 59 (6) | — | — |
| Э85 | 850 (85) | 12 | 49 (5) | — | — |
| Э100 | 1000 (100) | 10 | 49 (5) | — | — |
| Э125 | 1250 (125) | 8 | 38 (4) | — | — |
| Э150 | 1500 (150) | 6 | 38 (4) | — | — |
ГОСТ 9467-75 предусматривает также типы электродов и механические свойства наплавленного металла или металла шва для легированных теплоустойчивых сталей.
Электроды покрытые металлические для ручной дуговой наплавки
поверхностных слоев с особыми свойствами (по ГОСТ 10051-75)
| Тип | Марка | Твердость без термообработки после наплавки HRC | Область применения |
| Э-10Г2 Э-11Г3 Э-12Г4 Э-15Г5 Э-30Г2ХМ | ОЗН-250У O3H-300У ОЗН-350У ОЗН-400У НР-70 | 22,0-30,0 29,5-37,0 36,5-42,0 41,5-45,5 32,5-42,5 | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок (осей, валов автосцепок, железнодорожных крестовин, рельсов и др.) |
| Э-65Х11Н3 Э-65Х25Г13Н3 | ОМГ-Н ЦНИИН-4 | 27,0-35,0 25,0-37,0 | Наплавка изношенных деталей из высокомарганцовистых сталей типов Г13 Г13Л |
| Э-95Х7Г5С Э-30Х5В2Г2СМ | 12АН/ЛИВТ ТКЗ-Н | 27,0-34,0 51,0-61,0 | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок с абразивным изнашиванием |
| Э-80Х4С Э-320Х23С2ГТР Э-320Х25С2ГР Э-350Х26Г2Р2СТ | 13КН/ЛИВТ Т-620 Т-590 Х-5 | 57,0-63,0 56,0-63,0 58,0-64,0 59,0-64,0 | Наплавка деталей, работающих в условиях преимущественно абразивного изнашивания |
| Э-300Х28Н4С4 Э-225Х10Г10С Э-110Х14В13Ф2 Э-175Б8Х6СТ | ЦС-1 ЦН-11 ВСН-6 ЦН-16 | 49,0-55,5 41,5-51,5 51,0-56,5 53,0-58,5 | Наплавка деталей, работающих в условиях интенсивного абразивного изнашивания ударными нагрузками |
ГОСТ предусматривает также и другие химический состав, типы и марки электродов.
Сварочные материалы, применяемые для сварки стальных конструкций, должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, предел текучести, относительное удлинение, угол загиба, ударную вязкость) не менее нижнего предела свойств основного металла конструкции.
Свариваемые материалы и применяемые электроды:
— СтЗкп, СтЗкп, СтЗпс, Сталь 08кп, Сталь 10 — Э42, Э42А, Э46;
— Сталь 20 — Э42;
— Сталь 25Л — Э46;
— Сталь 35Л, Сталь 35, Сталь 45, Ст5кп, Ст5пс — Э50А;
— Сталь 20Х, Сталь 40X — Э85;
— Сталь 18ХГТ, Сталь 30ХГСА — Э100;
— АД1, АД1М, АМг6 — Присадочные прутки.
Подробную классификацию покрытых электродов и область применения смотри здесь.
Источник