Допускаемые напряжения для сварного шва при растяжении и сжатии

СОЕДИНЕНИЕ ДЕТАЛЕЙ И УЗЛОВ МАШИН
Общая характеристика соединений
В машиностроении сопряженные элементы сборочных единиц, которые фиксируются от относительного перемещения с помощью других деталей(винтов, штифтов, шпонок и др.) или с применением специальных технологических операций( сварка, пайка, загиб и др.) называются соединениями.
Соединения по принципу возможности разборки подразделяют на неразъемные, которые нельзя разобрать без разрушения или повреждения, и разъемные, позволяющие повторную разборку и сборку.
К неразъемным соединениям относятся:
а) сварные, паяные, клеевые – неразъемность соединения осуществляется за счет сил молекулярно-механического сцепления;
б) клепаные, соединения с натягом, вальцованные – неразъемность достигается механическими средствами.
К разъемным соединениям относятся: резьбовые, клиновые, штифтовые, шпоночные, шлицевые и профильные соединения.
Разъемные соединения выполняются как неподвижными, так и подвижными.
Детали соединений образуют наиболее распространенный класс деталей машин; их работоспособность наиболее часто, как показывает практика, определяет надежность работы конструкций.
Неразъемные соединения
Сварные соединения
Общая характеристика
Это наиболее распространенный вид неразъемных соединений.
Различают три класса сварки – термический, механический и термомеханический. На практике применяют свыше 60 способов сварки. Самое широкое распространение получила электрическая дуговая сварка. Ею хорошо свариваются низко и среднеуглеродистые стали. Различают следующие типы дуговой сварки:
– автоматическая сварка под флюсом;
– механизированная сварка под флюсом;
– ручная сварка.
При ручной сварке шов образуется главным образом за счет металла электрода, а при автоматической и механизированной – в основном за счет расплавления основного металла.
Для электродуговой сварки конструкционных сталей применяют электроды марки Э42, Э42А, Э46, Э46А, Э50, Э50А и др. Число после буквы «Э» умноженное на 10 обозначает минимальную величину временного сопротивления (МПа) металла шва. Буква «А» обозначает повышенное качество электрода.
В зависимости от расположения свариваемых деталей различают следующие виды соединений: стыковые (рис.1.1), нахлесточные (рис.1.2), тавровые (рис.1.3).
Рис.1.1 – Стыковые швы
а) односторонний без скоса кромок; б) односторонний со скосом кромок;
в) двусторонний с двумя симметричными скосами одной кромки;
г) двусторонний с двумя симметричными скосами двух кромок.
Рис.1.2 – Нахлесточные соединения угловыми швами
а) лобовыми; б) фланговыми; в) комбинированными.
Рис.1.3 – Тавровые соединения
а), б) – швы с глубоким проплавлением; в) угловой шов.
К достоинствам сварных соединений относятся:
– герметичность и плотность соединений;
– возможность автоматизации сварочного процесса;
– невысокая стоимость соединений вследствие простоты конструкции сварного шва и малой трудоемкости (стоимость сварной конструкции в 1,5…2 раза ниже стоимости литой);
– возможность получения изделий больших размеров.
К недостаткам сварных соединений относятся:
– местный нагрев в зоне сварного шва вызывает изменение механических свойств материала свариваемых деталей;
– невысокая прочность при переменных режимах работы (сварной шов является концентратором напряжений);
– невысокое качество сварного шва ручной сварки (непровары, шлаковые включения, трещины);
– трудность контроля качества сварного шва.
Расчет сварных соединений
Исходным условием проектирования сварных соединений является равнопрочность шва и соединяемых деталей изделия.
Стыковые соединения могут разрушаться по шву, месту сплавления металла шва с металлом детали, сечению самой детали в зоне термического влияния, т.е. прилегающему к шву детали участка, в котором в результате нагревания при сварке изменяются механические свойства металла.
Сварные стыковые швы рассчитывают как целое сечение основного металла, но по допускаемому напряжению, определенному для сварного соединения в зависимости от назначения условий работы.
При автоматической сварке в зависимости от толщины δ детали сварку выполняют односторонним или двусторонним швами. При толщине δ ≤ 15 мм сварку выполняют без специальной подготовки кромки. При ручной сварке без подготовки кромок сваривают листы толщиной до 8…10 мм.
Расчет стыкового соединения выполняют по размерам сечения детали в зоне термического влияния (рис.1.4).
Рис.1.4 – Стыковое соединение, нагруженное растягивающей силой
Условие прочности при нагружении растягивающей (поперечной) силой F в виде полосы:
где А – площадь сварного шва, мм2;
– ширина листа (длина сварного шва), мм;
δ – толщина шва, принимают равной толщине свариваемых деталей, мм;
– допускаемое напряжение растяжения материала шва, МПа.
Допускаемое напряжение для расчета сварных соединений принимают по механическим характеристикам материала в зоне влияния сварного шва и отмечают знаком в отличие от допускаемых напряжений основного металла
В стыковом соединении, нагруженном изгибающим моментом М (рис.1.5), определяют напряжение изгиба:
где – момент сопротивления изгибу, мм3; δ – толщина сварных листов, мм; – длина шва, ( равна ширине свариваемых листов )мм;
М – изгибающий момент, Нм; – допускаемое напряжение при изгибе для материала шва, МПа.
Рис.1.5 – Стыковое соединение, Рис.1.6 – Стыковое соединение,
нагруженное моментом нагруженное сдвигающей силой
При действии продольной силы (вдоль шва) шов рассчитывается на срез (рис.1. 6).
где =b-2c – расчетная длина шва, мм;
b – ширина свариваемых листов, мм;
с – поправка на непровар в начале и конце шва;
δ – толщина сварных листов, мм;
– расчетное и допускаемое напряжения при срезе для шва, МПа.
Нахлесточные соединения выполняются с помощью угловых швов. В зависимости от формы поперечного сечения различают угловые швы: нормальные–а); вогнутые–б); выпуклые–в) (рис.1.7). На практике наиболее распространены швы нормальные.
Рис.1.7 – Виды угловых швов
Основные геометрические характеристики углового шва – катет k и высота h (рис.1.7); для нормального шва h=ksin450 0,7k. По условиям технологии рекомендуют принимать k 3 мм, если толщина листа 3 мм. Как правило
k = Для обеспечения равномерного распределения напряжения длина шва ограничивается 30мм
В зависимости от расположения различают швы лобовые, фланговые и косые. Лобовой шов расположен перпендикулярно, а фланговый – параллельно линии действия нагружающей силы (рис.1.2).
Угловой шов при нагружении испытывает сложное напряженное состояние. Поэтому для простоты расчета шов условно рассчитывают на срез под действием средних касательных напряжений . Например, условие прочности для флангового шва (рис. 1.2) можно выразить:
где 2 – число швов; h – рабочая высота сварного шва(h = 0,7k).
Применяются также комбинированные швы, состоящие из фланговых и лобовых (рис.1. 2).
Для упрощения расчета считают, что сила F растяжения нагружает швы равномерно. В этом случае уравнение прочности будет иметь вид:
где L=2 +b – периметр комбинированного шва, мм; h – высота шва, мм.
Простое нагружение сварных соединений случается в практике сравнительно редко. Значительно чаще элементы и швы сварных конструкций работают на сложное сопротивление. Для стыковых швов в этом случае расчетные формулы остаются теми же, что и для основного металла, т.е. условие прочности будет
где – приведенное напряжение, определяемое в расчетном сечении по пятой или первой теории прочности, МПа;
– допускаемое напряжение при растяжении или сжатии для материала стыкового шва, МПа.
Тавровые соединения.
Рассмотрим тавровое соединение, нагруженное сочетанием сил и моментов (рис.1. 8).
Рис.1. 8 – Тавровое соединение, нагруженное комбинацией сил и моментов
При расчете все внешние нагрузки приводят к центру масс сварного шва. В общем случае соединение может быть нагружено моментом М, растягивающей F и сдвигающей Q силами. При определении напряжений используют принцип независимости действия сил с последующим суммированием напряжений от каждого силового фактора. Метод расчета в этом случае зависит от типа шва:
а) Расчет соединения со швами глубокого проплавления (рис.1.3, а, б). В этом случае рассчитывают на прочность основной металл в зоне термического влияния. Наиболее опасной является точка 1 (рис.1.8), в которой суммируются напряжения: нормальные (растяжения и изгиба ) и касательные( ).
Эквивалентное напряжение в точке 1 определится как:
б) Расчет соединения с обычным угловым швом (рис.1.3, в). В этом случае касательные напряжения в биссектральной плоскости шва возникают от всех силовых факторов. Наиболее опасной точкой является точка 1.
Касательные напряжения при наличии n швов:
– от момента М
где W – момент сопротивления изгибу, мм3.
– от силы F
– от силы Q
где n – число швов, h – высота шва, – рабочая длина шва, мм.
Полное напряжение в точке 1 находят геометрическим суммированием с учетом того, что вектор составляет с вектором угол 900.
Допускаемые напряжения для сварных швов.
Допускаемые напряжения для сварных швов при статической нагрузке определяют по табл.1.1 в зависимости от допускаемого напряжения основного металла при растяжении:
=
где – предел текучести основного металла (табл.1.2), S – коэффициент запаса прочности (S=1,3…1,6 – для низкоуглеродистой стали, S=1,5…1,7 – для низколегированной стали).
Таблица 1.1
Допускаемые напряжения для сварных соединений деталей из низкоуглеродистых и низколегированных сталей, полученных электродуговой сваркой
Примечания: , –допускаемые напряжения сварного шва, МПа;
– допускаемое напряжение растяжения материала свариваемых деталей (основного металла), МПа.
Таблица 1.2
Механические характеристики некоторых марок сталей
| Марка стали | Ст2 | Ст3 | Ст4 | Ст5 |
| Предел текучести , МПа |
Дата добавления: 2016-03-26; просмотров: 9322 | Нарушение авторских прав | Изречения для студентов
Читайте также:
Рекомендуемый контект:
Поиск на сайте:
© 2015-2020 lektsii.org — Контакты — Последнее добавление
Источник
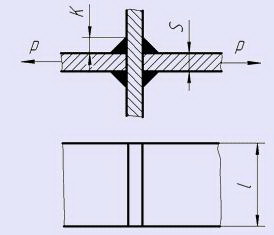
СТЫКОВОЕ СОЕДИНЕНИЕ С ПРЯМЫМ ШВОМ
(рис. 1, а).
Допускаемая сила для соединения при растяжении
Р1 = [σ’p]·L·S ,
то же при сжатии
Р2 = [σ’сж]·L·S ,
где,
[σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
При расчете прочности все виды подготовки кромок в стыковых соединениях принимают равноценными.
СТЫКОВОЕ СОЕДИНЕНИЕ С КОСЫМ ШВОМ
(рис. 1, б).
Допускаемая сила для соединения при растяжении
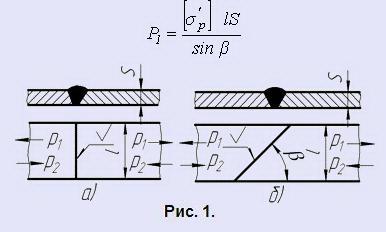
То же при сжатии
При β = 45° — соединение равнопрочно целому сечению.
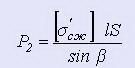
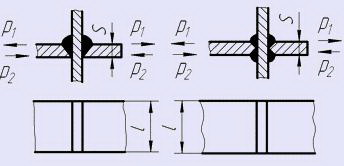
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ
(рис. 2).
Соединения выполняют угловым швом. В зависимости от напряжения шва относительно направления шва относительно направления действующих сил угловые швы называют лобовыми (см. рис. 2, а), фланговыми (см. рис. 2. б), косыми (см. рис. 2. в) и комбинированными (см. рис. 2, г).
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К — длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность.
Минимальный катет углового шва Кmin принимают равным 3 мм, если толщина металла S >= 3 мм.
Допускаемая сила для соединения
где, [τср] — допускаемое напряжение для сварного шва на срез;
К — катет шва;
L — весь периметр угловых швов;
— для лобовых швов L = l; для фланговых L = 2l1;
— для косых L = l/sinβ;
— для комбинированных L = 2l1 + l.
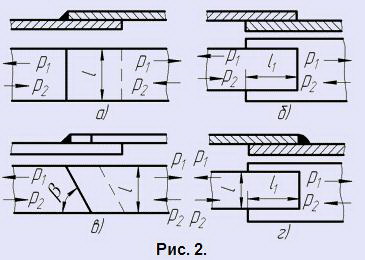
СОЕДИНЕНИЕ НЕСИММЕТРИЧНЫХ ЭЛЕМЕНТОВ
(рис. 3).
Силы, передаваемые на швы 1 и 2, находят из уравнений статики
Необходимая длина швов
где,
[τ’ср] — допускаемое напряжение для сварного шва на срез;
К — катет шва.
Примечание: Допускается увеличение l2 до размера l1.
ТАВРОВОЕ СОЕДИНЕНИЕ
Наиболее простое в технологическом отношении.
Допускаемая сила для растяжения
Р = 0,7 [τ’ср] KL,
где,
[τ’ср] — допускаемое напряжение для сварного шва на срез;
К — катет шва, который не должен превышать 1,2S (S — наименьшая толщина свариваемых элементов).
Наиболее обеспечивающее лучшую передачу сил.
Допускаемая сила для растяжения
Р1 = [σ’p]·L·S ,
то же при сжатии
Р2 = [σ’сж]·L·S ,
где,
[σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
СОЕДИНЕНИЕ С НАКЛАДКАМИ
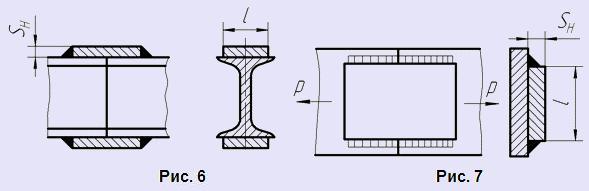
Сечение накладок, обеспечивающее равнопрочность целого сечения (см. рис. 6)
где,
F — сечение основного металла; [σp] — допускаемое напряжение при растяжении основного металла; [σ’p] — допускаемое напряжение для сварного шва при растяжении.
Сечение накладки, обеспечивающее равнопрочность целого сечения (см. рис. 7):
где,
[τ’cp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ С ПРОРЕЗЯМИ
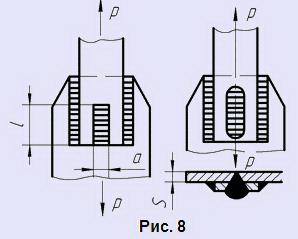
Применяют лишь в случаях, когда угловые швы недостаточны для скрепления.
Рекомендуется a = 2S , l = (10 ÷ 25)S.
Допускаемая сила, действующая на прорезь
Р = [τ’сp]·L·S ,
где,
[τ’сp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ ПРОБОЧНОЕ
Применяют в изделиях, не несущих силовых нагрузок. Пробочную сварку можно применять для соединения листов толщиной от 15 мм.
Если пробочные соединения подвергаются действию срезывающих сил, то напряжение
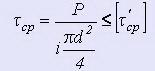
где,
d — диаметр пробки;
i — число пробок в соединении.
СОЕДИНЕНИЕ СТЫКОВОЕ
ПОД ДЕЙСТВИЕМ ИЗГИБАЮЩЕГО МОМЕНТА
При расчете прочности соединения (см. рис. 9), осуществленного стыковым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, условие прочности
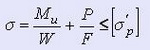
где,
W = Sh²/6;
F = hS.
При расчете прочности соединения (см. рис. 10, а), осуществленного угловым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, расчетные касательные напряжения в шве
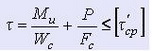
где,
Wc = 0,7Kh²/6;
Fc = 0,7Kh.
При расчете прочности соединений (см. рис. 10, б), состоящих из нескольких швов и работающих на изгиб, принимают (для приведенного графически случая), что изгибающий момент Ми уравновешивается парой сил в горизонтальных швах и моментом защемления вертикального шва
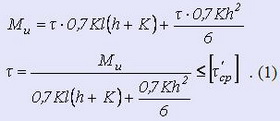
Если момент Ми и допускаемое напряжение τ заданы, то из полученного уравнения следует определить l и K, задавшись остальными геометрическими параметрами.
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ ШВОВ
Допускаемые напряжения (табл. 1 и 2) для сварных швов принимают в зависимости:
а) от допускаемых напряжений, принятых для основного металла;
б) от характера действующих нагрузок.
В конструкциях из стали Ст5, подвергающихся воздействию переменных или знакопеременных нагрузок, допускаемые напряжения для основного металла понижают, умножая на коэффициент
где,
σmin и σmax — соответственно минимальное и максимальное напряжения, взятые каждое со своим знаком.
1. Допускаемые напряжения для сварных швов
в машиностроительных конструкциях при постоянной нагрузке
| Сварка | Для стыковых соединений | При срезе [τ’ср] | |
| при растяжении [σ’p] | при сжатии [σ’сж] | ||
| Ручная электродами: Э42……….. Э42 А……. | 0,9[σp] [σp] | [σp] [σp] | 0,6[σp] 0,65[σp] |
| [σp] — допускаемое напряжение при растяжении для основного металла. | |||
2. Допускаемые напряжения в МПа
для металлоконструкций промышленных сооружений
(подкрановые балки, стропильные фермы и т. п.)
| Марка стали | Учитываемые нагрузки | |||||
| основные | основные и дополнительные | |||||
| вызывающие напряжения | ||||||
| растяжения, сжатия, изгиба | среза | смятия (торцового) | растяжения, сжатия, изгиба | среза | смятия (торцового) | |
| Подкрановые балки, стропильные фермы и т.п. | ||||||
| Ст2 Ст3 | 140 160 | 90 100 | 210 240 | 160 180 | 100 110 | 240 270 |
| Металлоконструкции типа крановых ферм | ||||||
| Ст0 и Ст2 Ст3 и Ст4 Ст5 Низколеги- рованная | 120 140 175 210 | 95 110 140 170 | 180 210 260 315 | 145 170 210 250 | 115 135 170 200 | 220 255 315 376 |
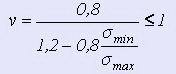
Для конструкций из низкоуглеродистых сталей при действии переменных нагрузок рекомендуется принимать коэффициент понижения допускаемых напряжений в основном металле

где,
ν — характеристика цикла, ν = Рmin / Pmax; Рmin и Pmax соответственно наименьшая и наибольшая по абсолютной величине силы в рассматриваемом соединении, взятые каждая со своим знаком;
Ks — эффективный коэффициент концентрации напряжений (табл. 3).
3. Эффективный коэффициент концентрации напряжения Ks
| Расчетное сечение основного металла | Кs |
| Вдали от сварных швов | 1,00 |
| В месте перехода к стыковому или лобовому шву (металл обработан наждачным кругом) | 1,00 |
| В месте перехода к стыковому или лобовому шву (металл обработан строганием) | 1,10 |
| В месте перехода к стыковому шву без механической обработки последнего | 1,40 |
| В месте перехода к лобовому шву без обработки последнего, но с плавным переходом при ручной сварке | 2,00 |
| В месте перехода к лобовому шву при наличии выпуклого валика и небольшого подреза | 3,00 |
| В месте перехода к продольным (фланговым) швам у концов последних | 3,00 |
ПРИМЕРЫ РАСЧЕТА ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
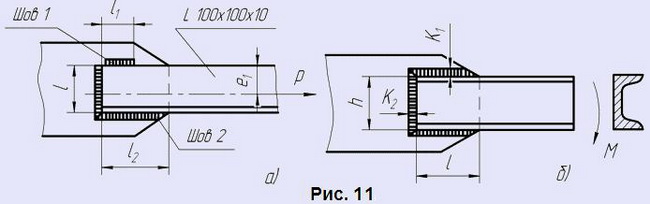
Пример 1. Определить длину швов, прикрепляющих уголок 100x100x10 мм к косынке
(рис. 11. а). Соединение конструируется равнопрочным целому элементу. Материал сталь Ст2. Электроды Э42.
В табл. 2 для стали Ст2 находим допускаемое напряжение [σp] = 140 МПа. Площадь профиля уголка 1920 мм² («Уголки стальные горячекатаные равнополочные» ГОСТ 8509-93).
Расчетная сила в уголке
Р = 140×1920 = 268 800 Н
В данном случае допускаемое напряжение при срезе, согласно табл. 1, в сварном шве
[τcp] = 140×0,6 = 84 МПа.
Требуемая длина швов (при К =10 мм) в нахлесточном соединении согласно расчету к рис. 11а.
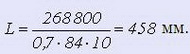
Длина лобового шва l = 100 мм: требуемая длина обоих фланговых швов lфл = 458-100 = 358 мм. Так как для данного уголка е1 = 0,7l то длина шва 2 будет l2 — 0,7×358 = 250 мм, длина шва 1 будет l1 = 0,3×358 = 108 мм. Принимаем l2 = 270 мм, l1 = 130 мм.
Пример 2. Определить длину l швов, прикрепляющих швеллер №20а. нагруженный на конце моментом М = 2,4×107 Н·мм (рис. 11. б). Материал сталь Ст2. Электроды Э42.
В табл. 2 для стали Ст2 находим допускаемое напряжение [σp] = 140 МПа. Допускаемое напряжение при срезе, согласно табл. 1, в сварном шве
[τ’cp] = 140×0,6 = 84 МПа.
Момент сопротивления сечения швеллера W = 1,67 x 105 мм³ (из ГОСТа)
Напряжение
σ = 2,4×107 / 1,67×105 = 144 МПа
Катет горизонтальных швов К1 = 10 мм, вертикального К2 = 7,5 мм. Из формулы 1 (см. выше) находим
Принимаем l = 200 мм. При этой длине шва напряжение при изгибе
Полученная величина меньше допускаемой [τ’cp] = 84 МПа.
ЭЛЕКТРОДЫ
Размеры и общие технические требования на покрытые металлические электроды
для ручной дуговой сварки сталей и наплавки поверхностных слоев из сталей и сплавов приведены в ГОСТ 9466-75 или кратко здесь.
Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей (по ГОСТ 9467-75):
Электроды изготовляют следующих типов:
Э38, Э42, Э46 и Э50 — для сварки низкоуглеродистых и низколегированных
конструкционных сталей с временным сопротивлением разрыву до 500 МПа:
Э42А, Э46А и Э50А — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 500 МПа, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60 — для сварки углеродистых и низколегированных конструкционных
сталей с временным сопротивлением разрыву св. 500 до 600 МПа;
Э70, Э85, Э100, Э125, Э150 — для сварки легированных конструкционных сталей
повышенной и высокой прочности с временным сопротивлением разрыву свыше 600 МПа;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2МГ, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Механические свойства металла шва,
наплавленного металла и сварного соединения при нормальной температуре (по ГОСТ 9467-75)
| Типы электродов | Металл шва или наплавленный металл | Сварное соединение, выполненное электродами диаметром менее 3 мм | |||
| Временное сопротивление разрыву σв, МПа (кгс/мм²) | Относительное удлинение δ5, % | Ударная вязкость KCU, Дж/см² (кгс·м/см²) | Временное сопротивление разрыву σв, МПа (кгс/мм²) | Угол загиба, градусы | |
| не менее | |||||
| Э38 | 380 (38) | 14 | 28 (3) | 380 (38) | 60 |
| Э42 | 420 (42) | 18 | 78 (8) | 420 (42) | 150 |
| Э46 | 460 (46) | 18 | 78 (8) | 460(46) | 150 |
| Э50 | 500 (50) | 16 | 69 (7) | 500 (50) | 120 |
| Э42А | 420 (42) | 22 | 148 (15) | 420 (42) | 180 |
| Э46А | 460 (46) | 22 | 138 (14) | 460 (46) | 180 |
| Э50А | 500 (50) | 20 | 129 (13) | 500 (50) | 150 |
| Э55 | 550 (55) | 20 | 118 (12) | 550 (55) | 150 |
| Э60 | 600 (60) | 18 | 98 (10) | 600 (60) | 120 |
| Э70 | 700 (70) | 14 | 59 (6) | — | — |
| Э85 | 850 (85) | 12 | 49 (5) | — | — |
| Э100 | 1000 (100) | 10 | 49 (5) | — | — |
| Э125 | 1250 (125) | 8 | 38 (4) | — | — |
| Э150 | 1500 (150) | 6 | 38 (4) | — | — |
ГОСТ 9467-75 предусматривает также типы электродов и механические свойства наплавленного металла или металла шва для легированных теплоустойчивых сталей.
Электроды покрытые металлические для ручной дуговой наплавки
поверхностных слоев с особыми свойствами (по ГОСТ 10051-75)
| Тип | Марка | Твердость без термообработки после наплавки HRC | Область применения |
| Э-10Г2 Э-11Г3 Э-12Г4 Э-15Г5 Э-30Г2ХМ | ОЗН-250У O3H-300У ОЗН-350У ОЗН-400У НР-70 | 22,0-30,0 29,5-37,0 36,5-42,0 41,5-45,5 32,5-42,5 | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок (осей, валов автосцепок, железнодорожных крестовин, рельсов и др.) |
| Э-65Х11Н3 Э-65Х25Г13Н3 | ОМГ-Н ЦНИИН-4 | 27,0-35,0 25,0-37,0 | Наплавка изношенных деталей из высокомарганцовистых сталей типов Г13 Г13Л |
| Э-95Х7Г5С Э-30Х5В2Г2СМ | 12АН/ЛИВТ ТКЗ-Н | 27,0-34,0 51,0-61,0 | Наплавка деталей, работающих в условиях интенсивных ударных нагрузок с абразивным изнашиванием |
| Э-80Х4С Э-320Х23С2ГТР Э-320Х25С2ГР Э-350Х26Г2Р2СТ | 13КН/ЛИВТ Т-620 Т-590 Х-5 | 57,0-63,0 56,0-63,0 58,0-64,0 59,0-64,0 | Наплавка деталей, работающих в условиях преимущественно абразивного изнашивания |
| Э-300Х28Н4С4 Э-225Х10Г10С Э-110Х14В13Ф2 Э-175Б8Х6СТ | ЦС-1 ЦН-11 ВСН-6 ЦН-16 | 49,0-55,5 41,5-51,5 51,0-56,5 53,0-58,5 | Наплавка деталей, работающих в условиях интенсивного абразивного изнашивания ударными нагрузками |
ГОСТ предусматривает также и другие химический состав, типы и марки электродов.
Сварочные материалы, применяемые для сварки стальных конструкций, должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, предел текучести, относительное удлинение, угол загиба, ударную вязкость) не менее нижнего предела свойств основного металла конструкции.
Свариваемые материалы и применяемые электроды:
— СтЗкп, СтЗкп, СтЗпс, Сталь 08кп, Сталь 10 — Э42, Э42А, Э46;
— Сталь 20 — Э42;
— Сталь 25Л — Э46;
— Сталь 35Л, Сталь 35, Сталь 45, Ст5кп, Ст5пс — Э50А;
— Сталь 20Х, Сталь 40X — Э85;
— Сталь 18ХГТ, Сталь 30ХГСА — Э100;
— АД1, АД1М, АМг6 — Присадочные прутки.
Подробную классификацию покрытых электродов и область применения смотри здесь.
Источник